
Lunker/Vakuolen sind häufige Qualitätsprobleme die insbesondere bei der Herstellung von dickwandigen Produkten auftreten können. Auch wenn die Ursache für die Entstehung dieses Problems genau bekannt ist, ist die Vermeidung des Problems oft schwierig und aufwändig.
 Bei der Abkühlung von Kunststoffen von Schmelzetemperatur auf Umgebungstemperatur verändert sich das spez. Volumen bzw. die Dichte des Kunststoffes sehr stark (siehe Abbildung). Dieses Verhalten (Änderung des Volumens bei der Abkühlung) wird Schwindung genannt. Die Schwindung ist jedoch nicht zu verwechseln mit dem Schrumpf, bei dem zwar ebenfalls eine Formänderung stattfinden kann, die aber ohne eine Volumenänderung erfolgt.
Bei der Abkühlung von Kunststoffen von Schmelzetemperatur auf Umgebungstemperatur verändert sich das spez. Volumen bzw. die Dichte des Kunststoffes sehr stark (siehe Abbildung). Dieses Verhalten (Änderung des Volumens bei der Abkühlung) wird Schwindung genannt. Die Schwindung ist jedoch nicht zu verwechseln mit dem Schrumpf, bei dem zwar ebenfalls eine Formänderung stattfinden kann, die aber ohne eine Volumenänderung erfolgt.
Bei der Extrusion dickwandiger Produkte liegt die Ursache für die Ausbildung von Vakuolen in der inhomogenen Abkühlung des Extrudates. Während die äußere Haut des Produktes (Profil, Platte, Rohr, Vollstab, Flachstab, etc.) in der Regel aktiv gekühlt wird, ist die Kerntemperatur des Produktes nicht direkt kühlbar und somit noch für sehr lange Zeiträume auf einem sehr hohen Temperaturniveau. In einer derartigen Situation, hervorgerufen durch die extrem geringe thermische Leitfähigkeit von Kunststoffen werden die äußeren Bereiche des Produktes formstabil (fest) während der Kern noch weich (oder sogar schmelzflüssig) ist.
Während die Randbereiche des Extrudates somit schon erkaltet sind, findet im Inneren des Materials weiterhin die thermische Volumenänderungen (Schwindung) zeitversetzt statt. Der Kern kühlt ab, baut dabei Dichte auf und verringert sein spezifisches Volumen. Durch dieses zusammenschrumpfen des Kernbereiches werden Spannungen im Materialinneren erzeugt, die als Kraft auf die angrenzenden Produktbereiche wirksam werden. Diese Käfte können dann zu einer Verformung des Produktes führen (Schüsselung, Katana-Effekt, Bogenlauf, etc.).
Sind die Eigenspannungen höher als die maximale Streckspannung reißt das Material
Wenn die Formstabilität der Geometrie höher ist als die auftretenden Zugkräfte, kann jedoch keine Verformung der Geometrie mehr eintreten, was bei sehr dickwandigen Produkten oft der Fall ist. Sind die auftretenden Zugkräfte jedoch gleichzeitig größer als die maximale Streckspannung des Materials, reißt das Material schwindungsbedingt im Inneren auf und bildet eine Vakuole aus.
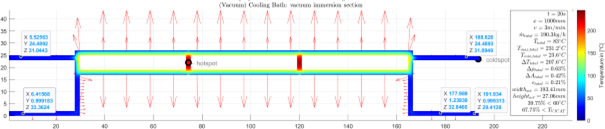
Das nachfolgend abegildete Simulationsergebnis eines 250mm Vollstabes aus PP zeigt, dass selbst nach 20m Kühlstreckenlänge (880min Extrusionszeit) der Kern des Materials noch eine Temperatur von mehr als 100°C aufweist. Gleichzeitig ist die Außenwandtemperatur bereits auf 28°C abgekühlt und somit vollständig erkaltet und formstabil.


Ebenfalls interessant ist ein Blick auf die Kristallisationszeiten verschiedener radialer Produktschnitte. Nebenstehende Abbildung stellt auf der Abszisse (X-Achse) alle radiale Schichten des Vollstabes dar in die während der Computersimulation diskretisiert wurde (Radius =0 entspricht dem Kern, Radius = 125 entspricht der Produkt-Außenwand.
Auf der Ordinate (Y-Achse) wird der für die jeweilige radiale Schicht gültige Zeitraum in Sekunden dargestellt, wie lange an dieser radialen Position der Temperaturbereich vorlag, in dem Kristallisation möglich ist.
Aufgrund der Tatsache, dass das Produkt am Ende der betrachteten Simulationszeit von 880min noch nicht vollständig erkaltet war, führt dazu dass in der Darstellung die kernnahen Bereiche kürzere Zeiträume aufweisen als die Bereiche zwischen Radius 60 und 90mm.
Vermeidung von Lunkern bei der Extrusion
Die Ursache für die Ausbildung von Lunkern ist die thermische Volumenschwindung des Kunststoffes. Sofern die äußeren Abmessungen des Produktes bereits so stark abgekühlt sind, dass eine Verformung nicht mehr möglich ist, führen hohe Spannungen zwangsläufig zur Ausbildung von Vakuolen. Bei der Vermeidung von Lunkern müssen somit diese Aspekte erreicht werden:
- Sicherstellung einer möglichst homogenen Abkühlung über dem gesamten Produktquerschnitt
- Vermeidung von sehr kalten Kühlmitteltemperaturen
- Einsatz von Inline-Temperzonen in denen sich die materialinternen Temperaturunterschiede abbauen (angleichen) können
- Einsatz von Materialien mit höherer kritischer Streckspannung
- Reduzierung der Massetemperatur der Schmelze
- Mehr „Nachdruck“ (sofern im Prozess möglich)
Der zielführendste Ansatz zur Vermeidung von Lunkern bei der Extrusion ist jedoch die Produkt- und materialspezifische Auslegung der Kühlstreckenprozessführung und Kühlstreckentechnologie.
In unseren kostenlosen Downloadbereich, für den Sie sich hier registrieren können, erhalten Sie weitere Informationen zum Thema Vakuolen/Lunker sowie beispielhafte Simulationsergebnisse.




{kind=link}
{kind=link}
{kind=link}
{kind=link}