
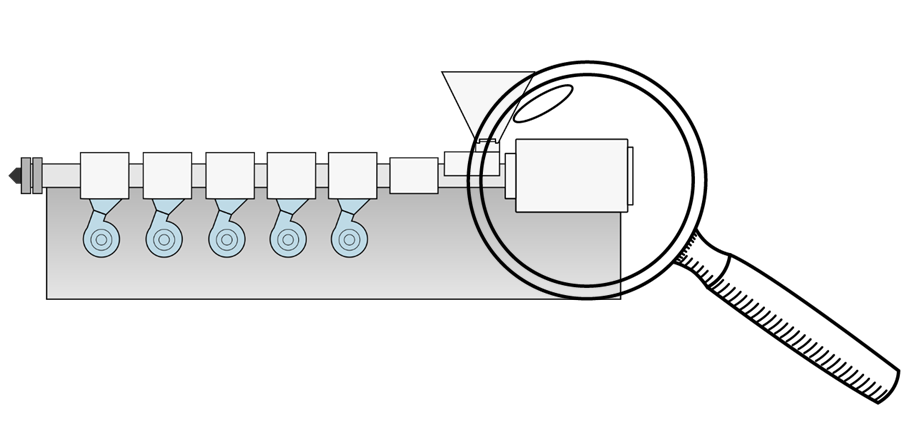
Heutige Extruder verfügen in der Regel über mehrere verschiedene Heiz- (bzw. Heiz/Kühl-)-Zonen, die individuell voneinander hinsichtlich der Soll-Temperatur parametriert werden können. Die Temperaturführung des Extruder ist wesentlich für die erreichbare Produktqualität sowie auch für die Produktivität der Anlage. Nichtsdestotrotz kommt es in der Praxis sehr oft vor, dass nicht optimale Temperaturvorgaben die Ursache für Probleme oder verminderte Produktivität sind.
Die Parametrierung der Zylindertemperaturen des Extruders wird in der Praxis meist auf der Basis einer Extruder- bzw. Prozesseinstellkarte oder einem Rezept (digitales oder analoges Rezept) vorgenommen, sobald ein neuer Prozess bzw. ein neues Produkt angefahren wird.
Typische Probleme die durch nicht optimale Zylindertemperturen entstehen können sind Inhomogenitäten in der Schmelze, Dimensionsprobleme am Produkt, Verzug, zu lange Kühlzeiten, geringer Durchsatz, Sagging, schwarze Stippen, Verbrennungen, Materialabbau, Verschlechterung der mechanischen Eigenschaften und viele weitere. Um derartige Probleme zu vermeiden ist es zusätzlich zur Initialparametrierung oft notwendig, während des laufenden Anlagenbetriebs die Zylindertemperaturen anzupassen, insbesondere dann wenn sich die Produktionssituation oder die Rahmenbedingungen geändert haben.
Beispielhafte Situationen bei denen eine Anpassung der Zylindertemperaturen oft zwingend notwendig werden sind:
- Änderungen am Rohstoff oder der
- Restfeuchte,
- Eingangstemperatur des Kunststoffes,
- Durchsatz, Schneckendrehzahl,
- Zusetzen von Filtern,
- Verschleiß an Schnecke oder Zylinder,
- Hallentemperaturen,
- etc.
Eine Anpassung der Zylindertemperaturen ist jedoch nicht nur beim Auftreten von tatsächlichen Produktfehlern sinnvoll. In sehr vielen Fällen ist das initial eingestellte Temperaturprofil zwar gerade ausreichend, aber keinesfalls optimal. In einem solchen Fall ließe sich durch eine gezielte Optimierung der Zonentemperaturen die Produktqualität steigern sowie die Robustheit des Prozesses oder sogar die Produktivität erhöhen.
Der Maschinenbediener besitzt zwar oft diese Freiheit (oder hat sogar die konkrete Aufgabe) das Zylindertemperaturprofil individuell während des Anlagenbetriebs zu Optimierungszwecken anzupassen, aufgrund der Tatsache, dass die Optimierung der Zonentemperatur aber sehr zeitaufwändig ist und nur mit einem gewissen Know-How bzw. Erfahrungsschatz zielführend durchgeführt werden kann, wird diese Optimierungsaufgabe oft etwas stiefmütterlich behandelt oder gar nicht durchgeführt. Insbesondere aufgrund der Tatsache, dass eine Verschlechterung der Parametrierung während eines laufenden Prozesses auch zur Produktion von Ausschuss führen kann, verringert (verständlicherweise) auch den Eifer des Maschinenbedieners zur Optimierung und führt zu eher vorsichtigen und zurückhaltenden Änderungen an der Anlage.
Grundsätzlich muss also unterschieden werden in die Initialparametrierung der Zonentemperaturen (z.B. beim Anfahren eines neuen Prozesses) sowie die Optimierungsparametrierung (während des laufenden Betriebs der Anlage).
Während die Initialparametrierung zwingend erforderlich ist und in den meisten Fällen auch einer vorgeschriebenen Prozesseinstellkarte oder einem Rezept entnommen werden kann, wird die Optimierungsparametrierung oft als Bonus (sozusagen Add-On) angesehen und daher oft vernachlässigt.
Zudem kommt es häufig vor, dass die Initialparametrierung (auch wenn diese irgendwann einmal sehr akribisch erarbeitet wurde) aufgrund nicht vorgenommener Änderungen oder Anpassungen am Rezept nicht mehr perfekt auf die tatsächliche Produktionssituation zutrifft. So entsteht eine Produktionssituation, die verborgene Potenziale beinhaltet.
Aber: Die optimale Einstellung der Zonentemperaturen ist aus verschiedenen Gründen kein trivialer Prozess, da:
- die Auswirkungen einer Temperaturänderung derart träge stattfindet, das oft kein eindeutiger Zusammenhang erkannt werden kann (viele Minuten bis hin in den Stundenbereich)
- die von den Zonenreglern angezeigten Temperaturen in der Regel nicht mit der tatsächlichen Schmelzetemperatur übereinstimmen, sondern (z.B.) stark abhängig sind von der Lage des Temperaturfühlers im Zylinder (der Maschinenbediener muss seine Anlage kennen)
- in aller Regel mindestens 3-4, teilweise aber auch bis zu 10 oder mehr verschiedene Zonen existieren, die sich gegenseitig durch Wärmetransportmechanismen beeinflussen (heute meist: ca. 4-6 Zonen)
- eine konkrete Zonen-Temperaturoptimierung somit zeit- (und kosten-)intensiv ist, weshalb derartige Optimierungsprozesse oft nicht gewollt sind und wodurch oft wenig Erfahrungsschatz hierzu vorhanden ist.
Initialparametrierung der Zonentemperaturen des Extruders:
Die typische Vorgehensweise bei der initialen Einstellung des Temperaturprofils basiert in der Regel auf verschiedenen materialspezifischen Kenngrößen sowie der Auswahl einer typischen Kennlinienform. Wichtige materialspezifische Werte sind die Erweichungstemperatur des Materials, die Glasübergangstemperatur (insbesondere bei amorphen Materialien), die Kristallisationstemperatur (bei teilkristallinen Materialien) sowie die Verarbeitungstemperatur. Aus diesen Werten lassen sich verschiedene Stützstellen ableiten, die dann je nach gewähltem Verlauf des Temperaturprofils ergänzt werden können.
Einzugszone
Als erstes betrachten wir die Temperatur der Einzugszone: In der Einzugszone (oft extern gekühlt, insbesondere Nutbuchse) ist es wichtig, dass der Kunststoff nicht anschmelzen kann, da ansonsten die Brückenbildung begünstigt bzw. das Zusetzen der Nutbuchse eintreten könnte. Zudem ist es die Aufgabe der Einzugszone die Luft aus dem Inneren des Extruders entweichen zu lassen. In dieser Luft können je nach verarbeitetem Material flüchtige Bestandteile enthalten sein, die bei zu kalten Temperaturen in der Einzugszone kondensieren und das Material kontaminieren könnten.
Aus vorgenannten Gründen wird hier somit eine Temperatur gewählt, die signifikant unterhalb der Erweichungstemperatur des Materials liegt. Typische Werte für die Einzugszone bei der Verarbeitung von Standard-Thermoplasten liegen bei 20°C-60°C, teilweise werden jedoch auch absichtlich höhere Temperaturen (60°C-95°C) eingestellt, insbesondere wenn die Drehmomentbelastung des Schneckenantriebes gesenkt werden oder der Anlagendurchsatz sehr hoch sein soll.
Zone 1
Die Parametrierung der 1. Zylinderzone hinter dem Einzugsbereich erfolgt nach folgenden Gesichtspunkten: Nach dem Einzug und fördern des Materials (Feststoffförderung) liegt die wesentliche Aufgabe des Extruders darin, das Material durch Reibung (Dissipation) aufzuschmelzen. Die eingestellte Temperatur sollte somit oberhalb der Erweichungstemperatur, bzw. sogar oberhalb der Kristallitschmelztemperatur des Materials liegen.
Damit gleichzeitig die zur Verfügung stehende Dissipationsleistung (Motorleistung) optimal genutzt werden kann, sollte dabei berücksichtigt werden, die Zone 1 so zu parametrieren, dass die Motorlast maximiert wird. Als Faustregel kann somit angewandt werden: Temperatur geringfügig oberhalb der Schmelzetemperatur, es sei denn die Motorleistung ist nicht ausreichend.
Zone 2 bis Zone „n-1“
Die Beschreibung zur Parametrierung der Zonen zwischen der ersten und der letzten Zone erfolgt weiter unten, da sich diese als Interpolation zwischen den zwei Stützstellen Zone 1 und Zone „n“ ergibt.
Düse (Zone „n“)
Die Düsentemperatur entspricht in der Regel der Herstellervorgabe für die Verarbeitungstemperatur des Polymers, ist also die gewünschte Zieltemperatur welche am Ende des Extruders (bzw. des Werkzeuges) erreicht werden soll.
Ist eine Verarbeitungstemperatur nicht angegeben, trifft in vielen Fällen folgende Faustregel zu: Verarbeitungstemperatur von typischen teilkristallinen Werkstoffen: 50°C – 75°C oberhalb der Schmelztemperatur / Verarbeitungstemperatur von typischen amorphen Werkstoffen: 100°C oberhalb der Glasübergangstemperatur. (nach Dr. Chris Rauwendaal)
Achtung: Die eingestellte Temperatur entspricht in sehr vielen Fällen nicht der gewünschten Massetemperatur! Die reale Massetemperatur liegt in der Regel höher als die eingestellten Sollwerte. Eine absichtliche negative Korrektur kann somit in gewissen Fällen sinnvoll sein.
Zone 2 bis Zone „n-1“
Je nachdem welcher grundsätzliche Temperaturverlauf, siehe folgende Abbildung, gewählt wurde, werden die Temperaturen zwischen der ersten und der letzten Zone des Extruders, in der Regel mit möglichst gleichmäßigen Temperatursprüngen parametriert.
In den meisten Fällen, wird dabei einer der drei folgenden Verläufe für das Temperaturprofil gewählt.

Steigendes Temperaturprofil: Beim steigenden Temperaturprofil wird ausgehend von der Temperatur der Zone 1 bis zur Zone „n“ ein kontinuierlicher Temperaturanstieg eingestellt.
Konstantes Temperaturprofil: Beim konstanten Temperaturprofil wird (entweder beginnend bei Zone 1 oder bei Zone 2) eine konstante Zylindertemperatur über alle Zonen eingestellt, die in der Regel der Verarbeitungstemperatur entspricht.
Temperaturprofil mit Peak: Beim Temperaturprofil mit Peak wird zunächst ein steigendes Temperaturprofil eingestellt, welches seinen maximalen Wert auf einem Niveau oberhalb der Zieltemperatur einnimmt, dann aber zur letzten Zone hin abfällt und so die Zieltemperatur erreicht.
Die Aussage, welches der oben gezeigten Temperaturprofile das Optimale darstellt ist nicht allgemeingültig zu treffen und abhängig vom verarbeiteten Material, dem Extruder, dem Verschleiß des Systems sowie vielen weiteren Randbedingungen. Darüber hinaus ist die Temperaturführung des Extruders in der Praxis oft eine Art „persönliche Handschrift“ des Maschinenbedieners/Produktionsbetriebes und Teil seiner individuellen „Produktionsphilosophie“.
Neben der initialen Auslegung der Temperaturführung nimmt die „Optimierung der Zylindertemperaturführung“ (manuell und automatisch) einen immer größeren Stellenwert ein.
Hierzu existieren neben den manuellen Möglichkeiten heutzutage auch bereits Automatismen, die auf der Basis selbstlernender mathematischer Funktionen vollautomatisiert optimale Temperaturprofile identifizieren und autonom einstellen können.
Die grundlegende Herangehensweise der Temperaturoptimierung an Extruderzylindern wird in einem nachfolgenden Beitrag beschrieben. Dabei wird dann auch auf die grundlegenden Methoden und die Funktionsweise der Vollautomatischen Zonentemperatur Optimierung (ZTO) der SHS Extrudersteuerungen (Nachrüst-Steuerungen für existierende Maschinen, Retrofitting) sowie der virtuellen Assistenzsysteme der SHS plus GmbH (Feature-Erweiterung) eingegangen.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie unter anderem ein Excel-Berechnungsprogramm zur Auslegung des Temperaturprofils eines Extruders inkl. erweiterbarer Materialdatenbank. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.





{kind=link}
{kind=link}
{kind=link}
{kind=link}