
Rohrendeneinfall ist eines der häufigsten Probleme bei der Extrusion von Rohren und tritt insbesondere dann auf, wenn auf den Produktionslinien hohe Produktionsgeschwindigkeiten angefahren werden. Die Gründe für die geometrische Formänderung sind Eigenspannungen. Die Reduktion des Problems ist oft mit einfachen Mitteln möglich.
Hier gelangen Sie zum ersten Teil dieses Beitrages.
Zur Vermeidung von Rohrendeneinfall ist es wichtig, die Abkühlsituation des Produktes so zu verändern, dass möglichst geringe Eigenspannungen im Produkt erzeugt werden. Im vorhergehenden Beitrag haben Sie erfahren, wodurch die Eigenspannungen entstehen. In diesem Beitrag möchten wir Ihnen zeigen, wie Sie die Eigenspannungsausbildung bei der Rohrextrusion verringern können. Die ursächlichen Zusammenhänge sowie die Ergebnisse lassen sich prinzipell auch auf andere Produktgeometrien (Platten, Hohlstäbe, Vollstäbe, Flachstäbe, Profile, etc.) übertragen.
Betrachtet wird der Rohrendeneinfall an einem Rohr mit den Abmessungen: 250 x 22,4mm (SDR11) aus dem Material Polyethylen (PE Fa. Borealis). Der Massedurchsatz beträgt 600kg/h, was zu einer Produktionsgeschwindigkeit von 0,53 m/min führt. Die Kühlstrecke besteht aus insgesamt 4 Sprühkühltanks mit jeweils 9m Länge (2 x Vakuum) sowie einem weiteren Sprühkühltank mit einer Länge von 6m. Sämtliche Sprühkühltanks werden mit Kühlwasser auf einem Temperaturniveau von 12°C versorgt. Zudem sind die 2 Vakuum-Sprühkühltanks sowie der 3. und 4. Sprühkühltank so aneinandergeschraubt, dass keine Luftstrecken zwischen den Tanks verbleiben (dies wird häufig so umgesetzt, um den Austausch von Dichtungen oder den Wasserverlust zu reduzieren – hat aber oft Nachteile hinsichtlich der Eigenspannungsabsildung, wie wir im weiteren sehen werden).
Im oben dargestellten Simulationsergebnis (erzeugt mit chillWARE V3.9.3) sehen Sie den Aufbau der Kühlstrecke (unten) sowie die Abkühlsituation des Produktes (oben) dargestellt. Das Kunststoffrohr dringt mit einer Temperatur von 210°C in die Kühlstrecke ein. Die Aussenwandtemperatur des Rohres (grün dargestellte Linie) nimmt aufgrund des intensiven Kontaktes mit dem Kühlwasser sehr stark in der Temperatur ab. Die Innenwandtemperatur des Rohres verbleibt sehr lange auf einem hohen Temperaturniveau. Die blau dargestellten Linien repräsentieren unterschiedliche radiale Schichten des Rohres und deren Temperaturen. Ab einer Kühlstreckenposition von ca. 23m wird der exotherme Kristallisationsprozess des Materials sichtbar, das Material kühlt sich an der Innenwand kaum noch ab und bleibt lange Zeit auf einem hohen Temperaturniveau (Plateaubereich). Dieses Verhalten ist für teilkristalline Materialien typisch. Am Ende der Kühlstrecke erreicht das Produkt eine Temperatur von 35,3C (Außenwand) bzw. 43,1°C (Innenwand) – es ist somit vollständig abgekühlt.

Die aus dieser Prozessführung resultierenden Eigenspannungen zeigt die nachfolgende Grafik. Auf der Abszisse ist der Radius des Rohres aufgetragen, die Ordinate zeigt die Eigenspannungen. Positive Eigenspannungen repräsentieren Zugspannungen, negative Eigenspannungen repräsentieren Druckspannungen. Die Maximalwerte betragen hier 1.616 N/cm² für die Zugspannungen und -4.210 N/cm² für die Druckspannungen. Das so produzierte Rohr weist somit hohe Eigenspannungen in typischer Charakteristik (-> Zugspannungen Innenseite / Druckspannungen Außenseite – siehe dazu Teil 1 des Beitrages) auf. Eine derartige Eigenspannungsverteilung führt zur Ausbildung verschiedener Qualitätsdefizite wie beispielsweise der Ausbildung von Rohrendeneinfall.
Im folgenden sollen unterschiedliche Möglichkeiten zur Prozessoptimierung mittels der Computersimulation berechnet und hinsichtlich Ihrer Wirksamkeit bewertet werden. Dazu werden verschiedene Optimierungsschritte durchlaufen.
Warum der Einsatz von Luftstrecken zwischen Kühltanks sinnvoll sein kann
Im ersten Optimierungschritt werden kurze Inline-Temperzonen (Luftstrecken) zwischen den ersten 4 Sprühkühltanks realisiert. Diese kurzen Luftstrecken in denen nicht aktiv gekühlt wird, können den Effekt hervorrufen, dass sich die Außenwand des Rohres innerhalb der Kühlstrecke noch einmal über die VICAT Erweichungstemperatur erwärmen kann, so dass sämtliche bis zu diesem Zeitpunkt aufgebauten Eigenspannungen sich schlagartig wieder auflösen.
Den nachfolgenden Diagrammen kann die Abkühlsituation für die Prozessführung entnommen werden, dass zwischen den beiden Vakuum-Sprühkühltanks und zwischen den beiden Sprühkühltanks die Luftstrecken wieder eingeführt wurden. Durch diese einfache Maßnahme ist es möglich, dass die Oberfläche des Produktes durch die Eigenwärme des Rohres noch einmal so warm wird, dass sich die Eigenspannungen schlagartig abbauen.


Dem zugehörigen Eigenspannungsdiagramm lässt sich entnehmen, dass die Eigenspannungen durch diese einfache Maßnahme bereits signifikant gesenkt werden konnten. Der Wert der Zugspannungen sinkt hier zwar nur um ca. 8%, die Druckspannungen verringern sich jedoch um mehr als 33%. In der beigefügten Grafik sehen Sie den direkten Vergleich zwischen dem Referenzprozess (blau dargestellt) und der Variante mit eingefügten Luftstrecken bei ansonsten vollständig identischer Prozessführung.
Ebenfalls anzumerken ist, dass durch diese Maßnahme die Kühlstrecke zwar um 2m verlängert wurde (2 x 1m Luftstrecke), die Produkttemperatur am Ende der Kühlstrecke aber ebenfalls gesenkt werden konnte. Während das Produkt vorher 43°C bzw. 35°C warm war, sind die Oberflächen nun 33°C bzw. 29°C warm.
Im nächsten Optimierungsschritt werden zwei weitere Lösungsansätze untersucht. In diesem Fall wurde die Kühlwassertemperatur im zweiten Vakuum-Sprühkühltank von 12°C auf 18°C angehoben und gleichzeitig die Luftstrecke hinter diesem Kühlstreckensegment um 50cm verlängert. Das Ergebnis dieser Maßnahme zeigt das nachfolgende Abkühldiagramm.Die allgemeine Abkühlsituation hat sich im Vergleich zum Ausgangsprozess zwar nicht signifikant verändert, die Auswirkung des Kühlprozesses auf die Eigenspannungsausbildung hingegen sehr intensiv.

Eigenspannungsreduktionen um mehr als 50% möglich?
Das nachfolgende Diagramm zeigt den Vergleich der Eigenspannungen zwischen dem Referenzprozess und dem optimierten Prozess. Insgesamt konnte durch die gezeigten einfachen Maßnahmen im Aufbau der Kühlstrecke sowie in der Prozessparametrierung nun eine Reduktion der Druckspannungen um mehr als 24% sowie eine Reduktion der Zugspannungen um mehr als 55% erreicht werden.

Die Umsetzung in die Realität zeigt, dass durch die dargestellten Möglichkeiten erhebliche Prozessoptimierungen möglich sind. Computersimulationen sind hierbei eine schnelle und kostengünstige Methode um Einblick in den Prozess zu erlangen und die richtigen Maßnahmen ohne Produktion von Ausschuss zu identifizieren.
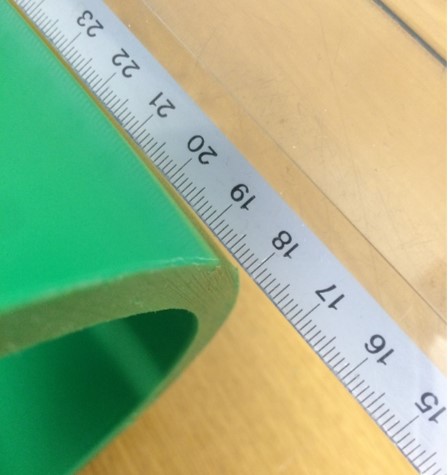
Ein weiteres sehr interessantes Beispiel zeigt die Situation, wenn bei einem derartig eigenspannungsbehafteten Rohr der innere Durchmesser abgedreht wird, wie in der nachfolgenden Abbildung gezeigt. In diesem Fall werden diejenigen Bereiche des Rohres entfernt, die die höchsten Zugspannungen aufweisen. Die Folge daraus ist, dass sich ein neuer Spannungszustand (Druck- UND Zugspannungen) im Rohr einstellt, der dann wieder im Gleichgewicht ist. Zur Erreichung des Gleichgewichtszustandes findet aber gleichzeitig eine Deformation statt, die den Gesamtdurchmesser des Rohres zunehmen lässt.


In unserem kostenlosen und unverbindlichen Downloadbereich können Sie sich zu diesem Thema kostenlose Ergänzungsinformationen sowie die vollständigen Simulationsberichte der chillWARE-Computersimulationen herunterladen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}