
Die Bartbildung ist bei der Extrusion ein häufig auftretendes Problem deren Entstehung bis heute noch nicht eindeutig erklärt werden kann. Als Bartbildung bezeichnet man Ablagerungen im Bereich des Düsenaustrittes, die zunächst als leichte Verschmutzung wahrgenommen werden, sich dann aber immer weiter aufbauen können. Je größer der Bart an der Düse wird, desto höher wird die Wahrscheinlichkeit, dass sich davon einzelne Teilchen lösen, die dann die Oberflächenqualität des extrudierten Produktes signifikant vermindern und sogar zu Ausschussproduktion oder Prozesszusammenbrüchen (z.B. Zusammenfall einer Blasfolie) führen können.
Als häufigste Gründe für die Bartbildung werden oft diese Ursachen erwähnt:
- Materialabbau durch thermische oder mechanische Belastung
- Unverträglichkeiten zwischen Kunststoff und eingesetzten Additiven durch nicht optimale Auswahl
- Füllstoffe im Material die bei Druckspitzen aus der Polymermatrix gelöst werden, z.B. durch nicht optimale Homogenisierung
- Druckdifferenzen, Pulsationen durch nicht optimales Schneckendesign
- rauhe Werkzeugoberflächen durch fehlende Politur oder Beschichtung
- ungünstige, zu kurze Gestaltung des Düsenaustrittes oder der Bügelzone
- zu stark abgerundete oder zu scharfe Ecken im Auslassbereich (wurde sowohl als auch schon als negativ identifiziert)
- nicht optimale Prozessparameter während der Verarbeitung, Übertemperaturen, zu hohe Drücke
- zu hohe Abzugskräfte, dadurch zu hohe Dehnspannungen
- zu enge Fließwege in Werkzeugspalten, Mischteilen etc., dadurch zu hohe Spannungen bzw. Kräfte
Bartbildung – ein bis heute nicht abschließend erforschtes Thema
Leider lässt sich bis heute keine eindeutige Ursache für die Bartbildung benennen. Es existieren zwar unterschiedliche Erklärungsansätze, jedoch existieren für viele Erklärungsansätze auch wiederum Gegenbeispiele in denen diese Erklärungen nicht zutreffend sind. So wird häufig davon berichtet, dass der Einsatz von ausgeprägten Radien am Werkzeugaustritt eine Verbesserung herbeiführen kann, andere Quellen wiederum empfehlen den Einsatz sehr scharfer Kanten.
Nachgewiesen ist jedoch, dass das Material welches sich als Bart ablagert häufig ein geringeres Molekulargewicht aufweist, als die sonstige Schmelze. Ein Erklärungsansatz dafür könnte sein, dass sich die kürzeren Molekülketten weniger stark in der Schmelze verankern (verschlaufen) als die längeren Molekülketten wodurch diese am einfachsten aus der Matrix herausgelöst werden und sich ablagern können.
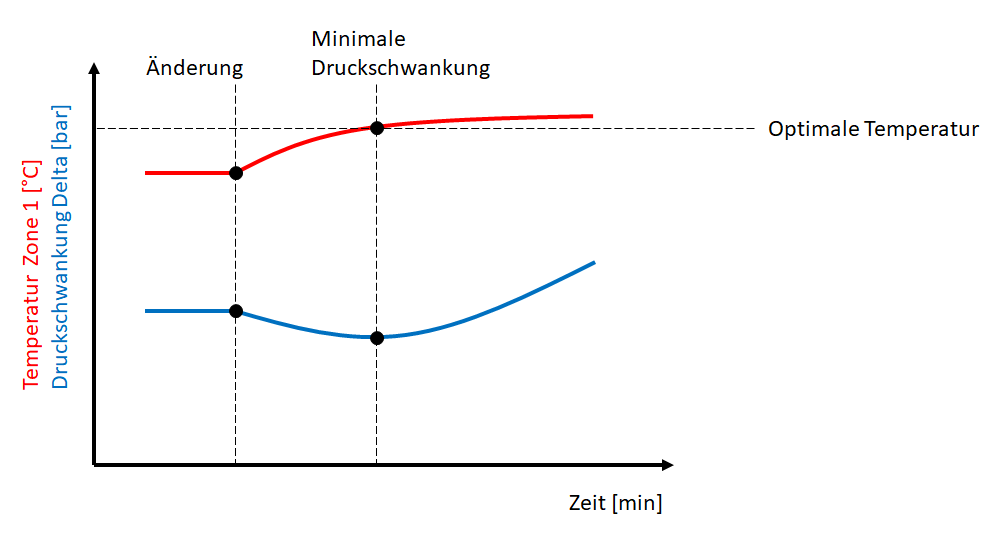
Zur Vermeidung von Bartbildung ist es somit ratsam, dass der Molekülkettenabbau während der Verarbeitung so gering wie möglich gehalten wird. Dazu ist es hilfreich sehr vorsichtig mit den Prozessparametern zu sein und hohe Temperaturen (auch in der Historie z.B. bei Recycling-Material) oder Druckschwankungen sowie hohe mechanische Kräfte auf die Schmelze zu vermeiden. Zudem sollte eine gute Homogenität der Schmelze (stofflich als auch thermisch) sichergestellt sein. Alternativ kann auch der Einsatz von Additiven (z.B. Antioxidationsmitteln) dazu beitragen den Kettenzerfall zu verhindern.
Die Oberflächenbeschaffenheit des Werkzeuges bzw. der Düse ist ein weiterer Punkt der einen Einfluss auf die Bartbildung zeigt. Sehr glatte Oberflächen (z.B. sehr glatte Polituren, oder Beschichtungen mit PTFE) weisen dabei tendenziell besonders gute Ergebnisse auf, haben aber (insbesondere PTFE) auch Schwierigkeiten im Bereich der Standzeiten.
Ein weiterer Punkt ist die Gestaltung des Auslassbereiches bzw. der Bügelzone. Hier wirkt sich eine Verlängerung der Bügelzone oft positiv auf die Bartbildung aus. Durch die stärkere Molekülkettenorientierung können sich offenbar die kurzkettigen Bestandteile besser in der Matrix verankern und es sinkt das Risiko einer Ablagerung dieser Bestandteile. In Versuchen haben aber auch chemisch inerte und nicht haftende Beschichtungen (z.B. Lunac, WMV) oder Beschichtungen die eine gezielte Einstellung der Oberflächentopografie erlauben (z.B. Topocrom) bereits gute Ergebnisse gezeigt.
Sofern die Ursache des Problems nicht behoben werden kann, existieren noch unterschiedliche Möglichkeiten zur Verringerung der Auswirkungen. Dazu zählen insbesondere diese:
- Einsatz von temperierter (warmer) Luft zum kontinuierlichen „säubern“ des Düsenaustrittes
- Einsatz von Beflammungen zum „abflämmen“ der Ablagerungen
- Einsatz von kalter Luft oder sehr kalten Medien (Stickstoff) zum Einfrieren der Ablagerungen – ermöglich leichtere Reinigung, weniger Klebeneigung
- mechanische Reinigung des Werkzeuge
(Achtung: Beim Einsatz von Druckluft bitte unbedingt die hohen Kosten zur Druckluftbereitstellung berücksichtigen!)
Sofern Sie bereits erfolgreich (oder auch erfolglos) andere Maßnahmen eingesetzt haben, freuen wir uns über Hinweise zu diesem Thema.
In unserem kostenlosen und unverbindlichen Downloadbereich finden Sie weitere Informationsmaterialien und ein Ursache-Wirkungs-Diagramm zum Thema Bartbildung.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
6 Gedanken zu “10 mögliche Ursache für Bartbildung am Düsenaustritt und Lösungsansätze”
What is the product and material you are extruding, what is the typical line speed, is the process vertical or horizontal extrusion? A flame on the face of the die to reduce cooling and allow the material to keep moving with minimal drag is an option. A heater band around the die can give similar results, is safer to use and gives more consistent control or perhaps the two together.
Dear Tim Bowler,
this is just a general overview about different approaches, how to solve the problem. It is not a material or process specific view.
But thank you for your additional information!