
10 possible causes for die drool and solution approaches
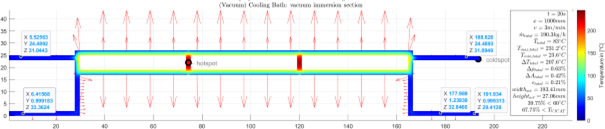
The formation of die drool during extrusion is a frequently occurring problem whose development cannot yet be clearly explained to this day. Die drool formation refers to deposits in the area of the nozzle exit, which are initially perceived as a light soiling, but then can continue to expand. The larger the die drool becomes at the die, the higher the risk that individual particles will dissolve, which can then significantly reduce the surface quality of the extruded product and can even lead to waste production or process breakdowns (e.g., collapse of a blown film).
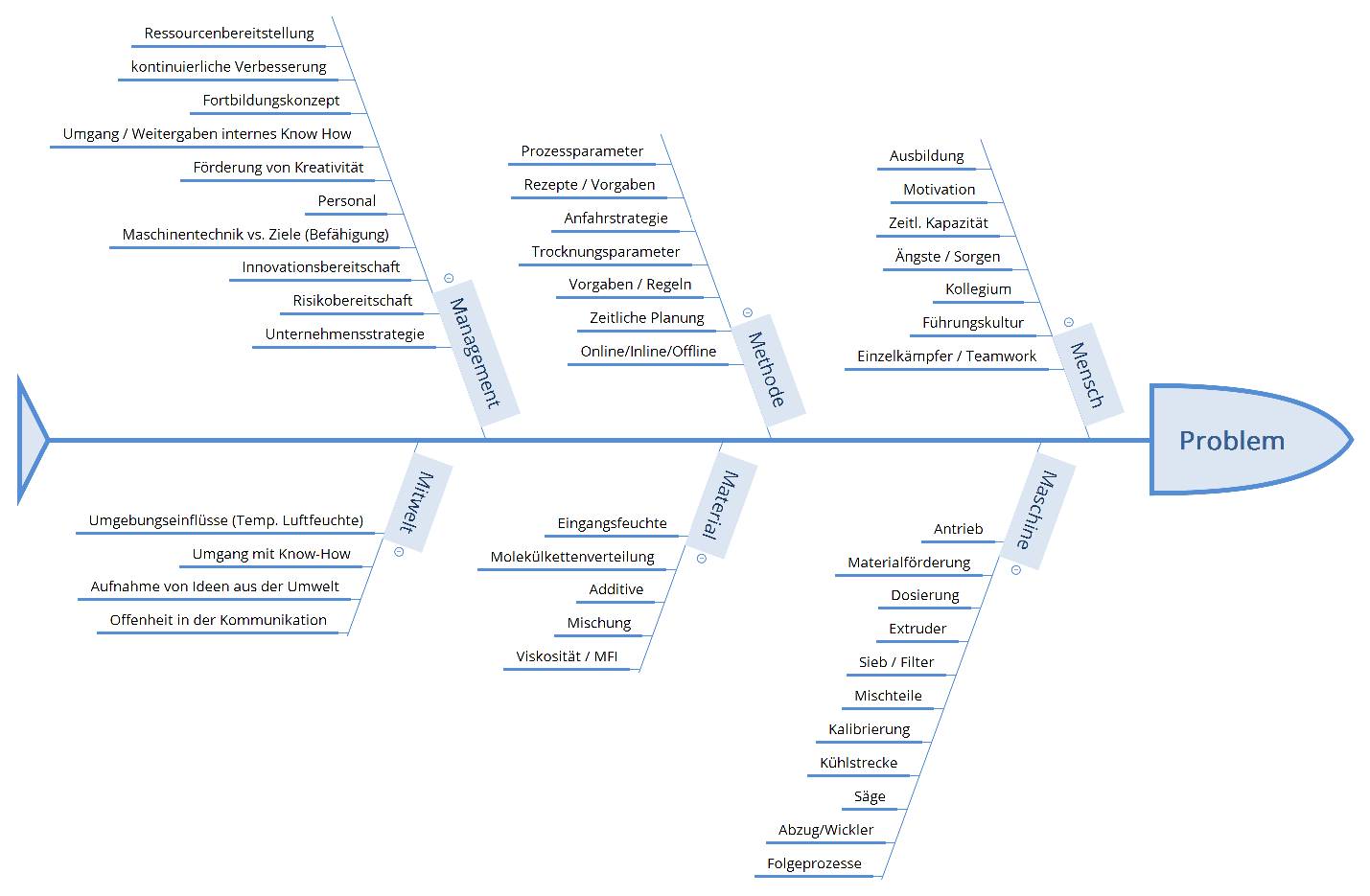
As the most frequent reasons for the die drool formation these causes are often mentioned:
- Material degradation due to the thermal or mechanical stress
- Incompatibilities between plastic and additives used by not optimal selection
- Fillers in the material which are released from the polymer matrix at pressure peaks, e.g. by not optimal homogenization
- Pressure differences, pulsations due to not optimal screw design
- Rough tool surfaces due to missing polish or coating
- Unfavourable, too short design of the nozzle outlet or the ironing zone
- Too much rounded or too sharp corners in the outlet area (have been identified as positive and negative, both)
- Not optimal process parameters during processing, over temperatures, too high pressures
- Excessive pull-off, resulting in excessive tensile stresses
- Too narrow flow paths in tool gaps, mixing parts, etc., thus too high stresses on forces
Die drool – forming – a topic that has not yet been fully explored
Unfortunately, no clear cause of die drool formation can be named until today. Although there are different explanatory approaches, however, there are counterexamples for many explanatory approaches in which these explanations are not correct. It is often reported that the use of radii at the tool exit can lead to an improvement, while other sources recommend the use of very sharp edges.
However, it has been proven that the material which deposits as a die drool often has a lower molecular weight than the regular melt. One explanation for this might be that the shorter molecular chains are less strongly entangled in the melt than the longer molecular chains, making them the easiest to extract from the matrix and deposit.
To avoid the formation of a die drool, it is therefore advisable that the molecular chain degradation during processing is kept as low as possible. In addition it is helpful to be very careful with the process parameters and to avoid high temperatures (also in the history e.g. with recycling material) or pressure fluctuations as well as high mechanical forces on the melt. Moreover, a good homogeneity of the melt (material and thermal) should be ensured. Alternatively the use of additives (e.g. antioxidants) can help prevent chain degradation.
The surface finish of the tool or the nozzle is another point that influences the formation of die drool. Very smooth surfaces (for example very smooth polishes, or coatings with PTFE) tend to have particularly better results, but (for example PTFE) also has difficulties in terms of wear resistance.
Another point is the design of the outlet area or the ironing zone. Here an extension of the ironing zone often has a positive effect on the die drool formation. Due to the stronger molecular chain orientation, the short chains appear to be better anchored in the matrix and the risk of deposition of these constituents is reduced. However, chemically inert and non-adherent coatings (e.g. Lunac, WMV) or coatings that permit targeted adjustment of surface topography (e.g. Topocrom) have also shown good results in trials.
Unless the cause of the problem can be resolved, there are still different ways to reduce the impact. These include in particular:
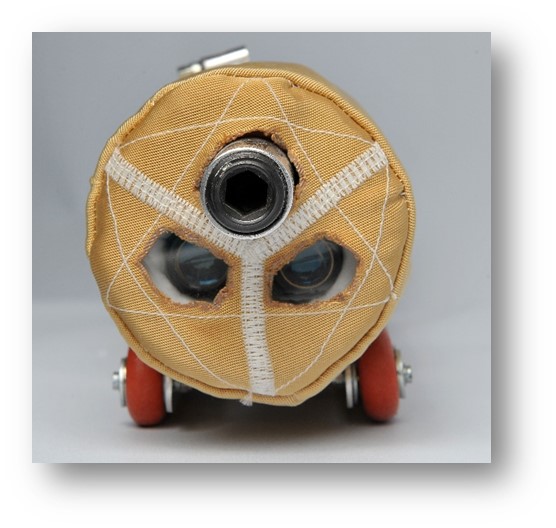
- Use of tempered (warm) air for continuous “cleaning” of the nozzle outlet
- Use of flame treatment to burn the deposits
- Use of cold air or very cold media (nitrogen) to freeze deposits – allows easier cleaning, less adhesion tendency
- Mechanical cleaning of the tools
(Attention: When using compressed air, please take into account the high costs for compressed air supply)
If you have already successfully (or unsuccessfully) used other measures, we look forward to hearing about this topic.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
6 thoughts on “10 possible causes for die drool and solution approaches”
What is the product and material you are extruding, what is the typical line speed, is the process vertical or horizontal extrusion? A flame on the face of the die to reduce cooling and allow the material to keep moving with minimal drag is an option. A heater band around the die can give similar results, is safer to use and gives more consistent control or perhaps the two together.
Dear Tim Bowler,
this is just a general overview about different approaches, how to solve the problem. It is not a material or process specific view.
But thank you for your additional information!