Bei der Herstellung von Profilen (mit Hohlkammerstrukturen) stellt die Auslegung der Vakuum-Kalibrierungen und der Nachkühlung eine Herausforderung dar. Die Anzahl der Kaliber, die Geometrie, die verwendeten Materialien und Beschichtungen, die Vakuumführung, die Temperaturführung und vieles mehr müssen optimal auf das Produkt, das Material und die Ziel-Produktionsgeschwindigkeit abgestimmt werden. Mit modernen Simulationsmethoden können der Auslegungsprozess und der resultierende Zielprozess optimiert werden. Ein Schlüsselfaktor für den Einsatz der simulationsgestützten Auslegung sind exakte thermomechanische Materialmodelle (Dichte, Wärmekapazität, Wärmeleitfähigkeit vs. Temperatur).
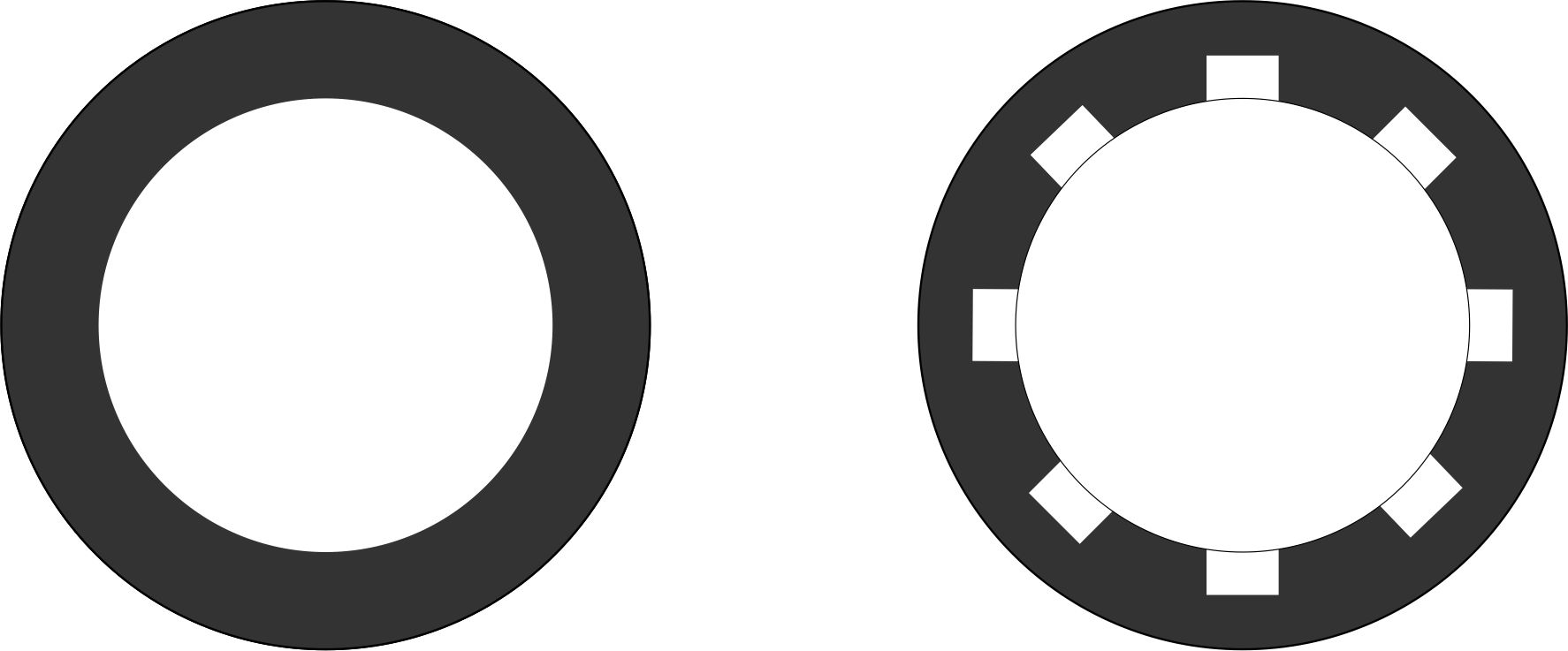
Als Hohlkammerprofil werden Kunststoffprofile bezeichnet, die im Inneren eine oder mehrere Kammern aufweisen, die Luft einschließen. In der folgenden Abbildung ist eine PMMA-Glasleistenprofil mit drei Hohlkammern dargestellt. Das Profil wird im Folgenden exemplarisch für die Auslegung der Kühlstrecke verwendet.

Das Profil soll auf einer vorhandenen Kühlstrecke (siehe Abbildung) produziert werden. Der Kalibertisch ist insgesamt 6m lang und kann flexibel mit mehreren Vakuumkalibrierungen bestückt werden. Als Einzellänge für Hohlkammerprofile wird eine standardisierte Länge von jeweils 250mm zugrunde gelegt. Oftmals werden Standardlängen verwendet, um den Fertigungs- und Rüstprozess zu optimieren. Die verbleibende Nachkühlstrecke (Tauchtank) beträgt beim Einsatz von vier Kalibrierungen mit einem Abstand von jeweils 50mm somit ca. 5m.

Im Auslegungsprozess können moderne Simulationssysteme, wie beispielsweise das chillWARE® -System, eine optimale Prozessauslegung unterstützen. Bereits vorhandene oder gänzlich neu entwickelte Kühlstrecken können als digitaler Zwilling in der Simulationsumgebung über eine intuitiv bedienbare grafische Benutzeroberfläche erstellt werden. Als Simulationsergebnisse können beispielsweise die
- Temperaturverteilung des Profils und der Luft in den Hohlkammern,
- die Schwindung und der Verzug,
- die thermischen Leistungen und die
- die notwendigen Kühlwasservolumenströme
in jedem beliebigen Bereich der Kühlstrecke ermittelt werden.
Eine wichtige Fragestellung zu Beginn des Auslegungsprozesse ist die realisierbare Produktionsgeschwindigkeit auf der Linie. Ein zentraler limitierender Faktor in der Kühlstrecke ist die Formstabilität des Profils nach der letzten Kalibrierung sowie im Abzug und in der Säge. Als kritischer Grenzwert wird beim vorliegenden Profil zunächst eine Hotspot-Temperatur von 60°C an den Innenstegen des Profils nach Verlassen des Kalibertisches und vor Eintritt in den Abzug definiert. Die Schmelzetemperatur (245°C) und die Kühlwassertemperaturen müssen vorgegeben werden. Die dann realisierbare Produktionsgeschwindigkeit wird mit einem Optimierer vollautomatisch exakt ermittelt. Im hier vorliegenden Beispiel wird unter den gegebenen Randbedingungen zunächst eine maximale Produktionsgeschwindigkeit von 3.0 m/min ermittelt. In der folgenden Abbildung werden die charakteristischen Temperauren über den gesamten Extrusionsprozess dargestellt. Die Position im Prozess, bei der die Zielgröße der Optimierung (Hotspot<60°C im gesamten Querschnitt) erreicht wird, ist mit der vertikalen grünen Linie markiert.

Die Temperaturverteilung nach Verlassen des Kalibertisches und die verbleibende Schwindung bis zum kalten Profil (25°C) werden in den folgenden Abbildungen dargestellt. Der Hotspot liegt mit 61,4°C -erwartungsgemäß – im Bereich der Innenstege. In diesen Bereichen tritt noch verstärkt Schwindung auf.


Im weiteren Verlauf der Prozessauslegung sollen nun die thermomechanischen Verhältnisse in der Kalibrierung exakter analysiert werden. Zentrale Fragestellungen stellen sich beispielsweise wie folgt dar:
- Wie viele Kaliber müssen bei der Zielgeschwindigkeit eingesetzt werden?
- Welche Temperaturen sollen eingestellt werden?
- Wie müssen die Aufmaße bzw. die Kontur-Geometrien gestaltet sein?
- Welche Kühlleistungen werden in den Kalibern abgeführt und wie hoch sollten die realisierten Wasservolumenströme sein?
Für die Auslegung können materialspezifische thermische Kennwerte herangezogen werden. Die Formbeständigkeitstemperatur (1.80 MPa) des hier verwendeten PMMA liegt nach ISO 75-1/-2 bei 95°C. Die Glasübergangstemperatur liegt nach ISO 11357-1/-2 bei 112°C und die VICAT-Erweichungstemperatur nach ISO 306 bei 103°C.
Da PMMA ein hohes E-Modul von 3.200 MPa aufweist, ist die Gefahr von Eigenspannungen und Spannungsrissen im Fall einer inhomogenen Kühlung besonders hoch. Es muss also ein Kompromiss zwischen möglichst schonendem, homogenem Abkühlen und einer möglichst schnellen Kühlung bzw. hohen realisierten Produktionsgeschwindigkeit gefunden werden. Die Kaliber werden im vorliegenden Fall mit [60, 40, 20, 20] °C temperiert, so kann eine ausreichende Kühlung realisiert werden und der Temperaturgradient im Profilquerschnitt reduziert werden. Ein gängiges Verfahren zur Reduzierung der Eigenspannungen ist das Inline-Tempern mit Heißluftöfen oder IR-Strahlern. Dieses Verfahren kann bei Bedarf ebenfalls mit chillWARE® erprobt werden.
Nach Verlassen der letzten Kalibrierung sollte ausreichende Formstabilität gegeben sein. Die im folgenden dargestellte Detailanalyse nach Verlassen der letzten Kalibrierung zeigt, das die mittlere Temperatur des Profils bereits bei 62,8°C liegt. Die freien Stege sind bereits vollständig ausgekühlt und die Formstabilität der Grundkontur ist ausreichend gegeben. Lediglich die nicht direkt gekühlten Innenstege sind noch heiß. Die verbleibende freie uniaxiale thermische Schwindung bis zur vollständigen Durchkühlung des Profils liegt bei sehr geringen 0,09%, so dass keine ausgeprägten Verzugsphänomene zu erwarten sind.


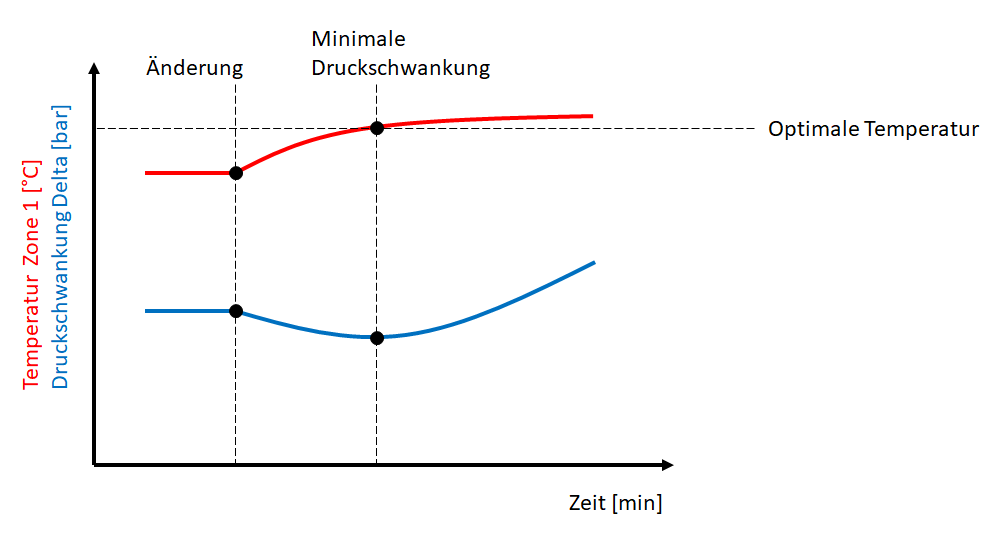
Eine Möglichkeit zur Reduzierung der Unterschiede ist die aktive Innenkühlung mit Luft, dieses Verfahren kann virtuell mit chillWARE® erprobt werden. Die in der folgenden Abbildung dargestellten Luftkammertemperaturen zeigen, dass die Lufttemperaturen zunächst sehr schnell die mittleren Innenwandtemperaturen in den jeweiligen Hohlkammern annehmen und dann langsam mit dem Profil abkühlen. Die Luft in den Hohlkammern wird über die kalten Profilaußenstrukturen gekühlt, die heißen Innenstege werden Ihrerseits dann von der Luft gekühlt. Dies hat zur Folge, dass die Luft in der mittleren Hohlkammer länger auf einem höheren Temperaturniveau verbleibt, da hier nur von zwei und nicht von drei Seiten gekühlt wird. Um diese Inhomogenität zu beseitigen, kann in die mittlere Kammer ein aktiver Kühlluftvolumenstrom eingebracht werden.

Die freie uniaxiale und die Flächen-Schwindung sowie die resultierende Breite und Höhe des Profils können an jeder beliebigen Position im Prozess mit chillWARE® analysiert werden. Diese wichtige Information können in der Kaliberauslegung genutzt werden, um die optimale geometrische Kontur für jeden Kaliber zu ermitteln. Ziel sollte die Anpassung der Kaliberkontur an die ermittelte freie Schwindung sein, so entstehen die geringsten externen Kräfte auf das Profil. Eine schonende, eigenspannungsfreie Kühlung kann so begünstigt werden.

Insbesondere bei Hohlkammerprofilen kann die Kühlung und somit auch die Schwindung nicht an jeder Stelle im Prozess homogen realisiert werden. Dies hat zur Folge, dass einzelne Bereiche im Profil in der Auslegung unterschiedlich betrachtet werden müssen. Die in der folgenden Abbildung gezeigt Analyse der Schwindungsverteilung am Auslauf des zweiten Kalibers zeigt dies Inhomogenitäten anschaulich. Im Bereich der freien Stege in den Randbereichen verbleibt lediglich eine Schwindung von ca. 0,34% zum Nennmaß, im Kontrast dazu schwinden die Innenstege in den Hohlkammern noch ca. 7,5% in der Fläche und 3,7% in der Wandstärke. Die umlaufende Kontur schwindet noch ca. 1,4% in der Fläche und 0,65% in der Wandstärke.
Weiterhin kann ermittelt werden, welche Bereiche des Kalibers bereits freigestellt werden können, um unnötig hohe Abzugskräfte zu vermeiden oder gar ein Verklemmen zu provozieren. Die Analyse der Temperaturverteilung nach dem dritten Kaliber zeigt, dass die Temperaturen der freien Innenstege bereits bei ca. 28-32°C liegen, so dass diese Bereiche im vierten Kaliber freigestellt werden können.

Die abzuführenden Kühlleistungen und die – auf einer Basis von einer Temperaturdifferenz von Vor- zur Rücklauf in Höhe von 2°C – resultierenden notwendigen Wasservolumenströme werden im folgenden Diagramm zusammengefasst. Grundsätzlich ist in der Profilextrusion zu beobachten, dass die höchste thermische Leistung bereits in der ersten Kalibrierung abgeführt wird. Im hier vorliegenden Fall sind es 7,2 kW der insgesamt abzuführenden 21,8 kW. Um diese hohe thermische Leistung abzuführen, ist es notwendig den ersten Kaliber mit einer konturnahen Kühlung und einem Wasserdurchfluss von 52 l/min auszustatten.

Mit modernen Simulationssystemen, wie beispielsweise chillWARE®, kann die Auslegung der Kühl- und Temperprozesse von (Co-)extrudierten komplexen Profilen zielgerichtet unterstützt werden. Der Einsatz von Simulationsmethoden reduziert die Entwicklungszeit und -kosten und steigert die Energie- und Ressourceneffizienz signifikant.
Gerne können Sie uns bei konkreten individuellen Problemstellungen zu diesem Thema ansprechen!




{kind=link}
{kind=link}
{kind=link}
{kind=link}