

Rohrendeneinfall ist eines der häufigsten Probleme bei der Extrusion von Rohren und tritt insbesondere dann auf, wenn auf den Produktionslinien hohe Produktionsgeschwindigkeiten angefahren werden. Die Gründe für die geometrische Formänderung sind Eigenspannungen. Die Reduktion des Problems ist oft mit einfachen Mitteln möglich.
Als Rohrendeneinfall bezeichnet man die Verringerung des Aussen- und Innendurchmessers eines Rohres an den Enden eines Rohres – das Rohrende „fällt ein“. Meist tritt dieses Phänomen einige Minuten bis einige Stunden nach dem Ablängen des Rohres auf und stellt ein großes Qualitätsproblem dar. Rohre mit hohem Rohrendeneinfall lassen sich auf der Baustelle oft nicht verarbeiten (z.B. schweißen, Muffen einstecken) und zudem stellt der reduzierte Querschnitt eine ungewolltes Hindernis für strömende Medien dar. Aber auch in anderen Anwendungsbereichen für Rohre, beispielsweise dem Einsatz als Wickelhülse ist der Rohrendeneinfall ein großes Problem.
Abbildung: Schematische Darstellung eines Rohres mit Rohrendeneinfall

Rohrendeneinfall einfach abschneiden?
Viele werden schon versucht haben, den Bereich in dem das Rohr eingefallen ist einfach abzuschneiden. Leider werden Sie aber auch festgestellt haben, dass diese Methode in den allermeisten Fällen das Problem nicht beheben kann. Der Einfall des Rohrendes wird nämlich an der neuen Schnittstelle erneut auftreten (es sei denn es liegen größere Zeiträume dazwischen und das Material konnte zwischenzeitlich „relaxieren“).
Was sind die Ursachen für Rohrendeneinfall?
Die Ursache für den Rohrendeneinfall sind Eigenspannungen im Rohr, die während der Abkühlung der Schmelze im Bereich der Kühlstrecke im Rohrquerschnitt aufgebaut werden. Das Produkt weist somit innere Spannungen auf, obwohl es äußerlich nicht belastet wird. Die Ausbildung solcher Eigenspannungen (tangential und axial) wird über verschiedene Prozesse beeinflusst. Dazu gehören die thermische Kontraktion (insbesondere bei teilkristallinen Kunststoffen), die Reaktionsschwindung (insbesondere Duromere) sowie die Medienaufnahme, oder -abgabe. Die häufigste Ursache ist jedoch ein ungleichmäßiges Abkühlen des Produktes über den Produktquerschnitt was aufgrund der extrem schlechten Wärmeleitfähigkeit des Kunststoffes kaum vermeidbar ist.
Wie entstehen die Eigenspannungen?
Bei außenkalibrierten Rohren (ohne aktive Kühlung der Rohrinnenseite) wird im Abkühlprozess zunächst die Außenwand des Rohres stark gekühlt. Aufgrund einer fehlenden Kühlung an der Rohrinnenseite und der sehr schlechten Wärmeleitfähigkeit des Kunststoffes verbleiben die inneren Bereiche des Rohres noch lange auf einem hohen Temperaturniveau. Bei der Abkühlung von Kunststoffen verringert sich deren spezifisches Volumen (die Dichte nimmt zu). Bei teilkristallinen Materialien ist dieser Effekt aufgrund der Ausbildung der kristallinen Bereiche (Bereiche mit höchster Dichte) besonders stark ausgeprägt.

Die Außenwand des Rohres ist bereits so kalt, dass diese erstarrt ist. Dort befinden sich keine beweglichen Kunststoffmoleküle mehr. Im Inneren des Rohres schwindet das Material, die Molekülketten lagern sich um und geraten in engere Abstände zueinander- die Dichte (ggf. auch Kristallinität) nimmt zeitgleich zu. Das Material an der Innenseite zieht sich sozusagen zusammen, der innere Rohrdurchmesser wächst und es entstehen Zugspannungen. Diese Zugspannungen führen dazu, dass die äußeren Bereiche, die bereits erkaltet und unbeweglich sind, mit Druckspannungen beaufschlagt werden. So resultiert das in der Abbildung gezeigte Verhältnis zwischen Druck- und Zugspannungen im Rohrquerschnitt.
Eigenspannungen befinden sich in einem Produkt immer im Gleichgewicht (Betrag der Zugspannung ist identisch zum Betrag der Druckspannungen). Wäre dieser Gleichgewichtszustand nicht vorhanden, würde das Produkt sich geometrisch deformieren. Im Falle des extrudierten Rohres gilt diese Gleichgewichtssituation ebenfalls uneingeschränkt.
Beim Ablängen des Produktes wird jedoch ein Teil des Produktes entfernt. Das neu entstandene Produkt (das kürzere Rohr) hat eine andere Geometrie. Das Produkt befindet sich somit hinsichtlich der Spannungssituation nicht mehr im Gleichgewicht und reagiert mit einer sponatenen oder auch über die Zeit wirksam werdenden Verformung – der Rohrendeneinfall entsteht.
Werden Eigenspannungen nicht mit der Zeit abgebaut?
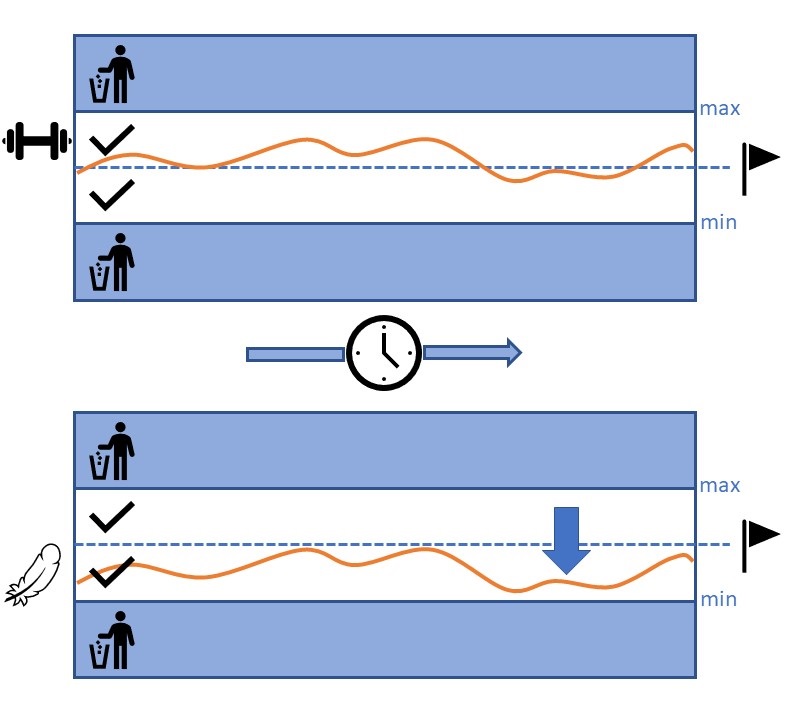
Eigenspannungen bauen sich mit der Zeit von alleine ab. Dieser Vorgang (genannt: Relaxation) erfolgt allerdings in extrem langsamer Fortschreitung und kann im Falle von extrudierten Rohren oft Jahre oder Jahrzente andauern. Sehr viel schneller geht die Relaxation von statten, wenn die Produkte auf ein erhöhtes Temperaturniveau erwärmt werden. So sind die Molekülketten im Kunststoff wieder beweglich und können sich leicht und schnell so umlagern, dass geringere Spannungen resultieren. Beschrieben wird dieses Verhalten mit dem Begriff „Zeit-Temperatur-Verschiebungsprinzip“, was besagt, dass Effekte die erst nach langen Zeiträumen auftreten durch Aufwärmen auf hohe Temperaturen ebenfalls erreicht werden können (vereinfacht ausgedrückt).
Dieses Prinzip wird bei extrudierten Produkten häufig eingesetzt um Eigenspannungen zu reduzieren. Dabei werden die produzierten Kunststoffprodukte in einem Temperofen gelagert, in dem für definierte Zeiträume das Produkt bei einer erhöhten Temperatur warm gelagert wird. Wichtig ist dabei, dass die Temperatur sowie auch die Zeit dem Material und der Geometrie (insbesondere Wandstärke) des Produktes angepasst sind. Ansonsten kann es vorkommen, dass nur die äußeren Randbereiche des Produktes erwärmt werden, wohingegen der Kern des Produktes aufgrund der schlechten Wärmeleitfähigkeit kalt bleibt. Dieser Effekt tritt natürlich besonders dann auf, wenn es sich um dickwandige Produkte handelt (z.B. dickwandige Rohre, Vollstäbe, Platten, Flachstäbe, etc.). Die Temperzeiten können dann teilweise mehrere Stunden bis hin zu vielen Tagen betragen, was die Produktivität und die Herstellkosten des Produktes natürlich immens beeinflussen kann.
Lässt sich Rohrendeneinfall reduzieren ohne zu tempern?
Es gibt unterschiedliche Möglichkeiten, den Rohrendeneinfall zu reduzieren, ohne die kostenintensiven und langwierigen Temperprozesse nutzen zu müssen. Besonders wichtig ist dabei, dass Produkt möglichst schonend und gleichmäßig abzukühlen, so dass die Eigenspannungen gar nicht erst entstehen. Dazu geeignete Möglichkeiten sind:
- Anpassung der Prozessparameter in der Kühlstrecke (Kühltanktemperaturen)
- Anpassung im Aufbau der Kühlstrecke (Vermeidung von aneinander geschraubten Kühltanks, Ermöglichung von „Inline-Temperstrecken“)
- Einsatz von Heizungen oder Isolierungen im Bereich der Kühlstrecke zum gezielten Eigenspannungsabbau
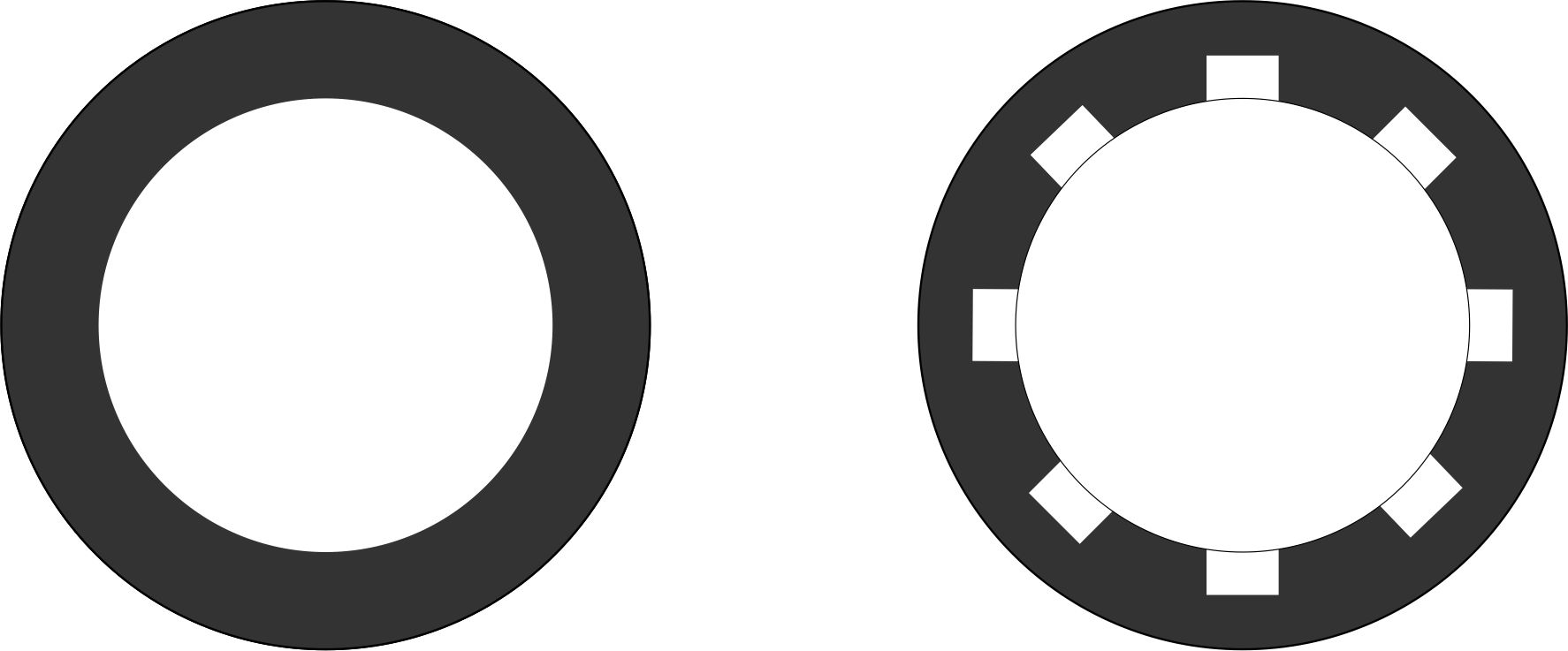
- Einsatz einer zusätzlichen (Innen-)Kühlung zur Erreichung einer homogeneren Abkühlsituation
- Materialauswahl
Zur Auswahl der bestmöglich geeigneten Methode ist die Durchführung einer Abkühlberechnung des Produktes sehr hilfreich. In unserem Downloadbereich finden Sie ein ausführlich dokumentieres Praxisbeispiel inklusive Simulationsergebnissen zur Realisierung eines Inline-Temperprozesses und zur vollständigen Vermeidung eines nachträglichen Temperprozesses.
Hier gelangen Sie zum zweiten Teil zu diesem Thema inklusive Simulationsergebnissen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}