
The screw of an extruder is considered as the “heart” of the machine and can have a significant influence on the achievable product quality, the achievable maximum throughput and the efficiency of the production plant. There are different basic concepts of screw design, which have different advantages and disadvantages.
In extruders, the plastic raw material is molten (plasticized) essentially by converting friction into heat (thermal energy). This conversion of mechanical energy into thermal energy (called dissipation) is mainly influenced by the design of the screw. To achieve the highest possible melting capacity, it is necessary to generate as much friction as possible in the extruder. At the same time, high friction also leads to strong mechanical stresses on the melt, strong temperature development and high frictional forces (wear).
The aim in the design of a screw is therefore to find a compromise between high melting capacity and gentle processing.
Further goals are:
- good conveying behaviour for solids (granulate, powder, flakes) in the feed area
- good conveying behaviour for melt
- good plastification performance
- good thermal homogenization performance
- good material homogenizing performance
- avoidance of material damage
- wide processing range
- good cleaning behaviour
- (degassing if necessary)
In order to achieve the above objectives, different screw types are used, whereby the most frequent systems can be assigned to the supergroups:
- 3-zone screw
- barrier screw and
- degassing screw
Today, the 3-zone screw is the standard for most plastics processing and is used for a wide variety of materials. In the processing of shear-sensitive materials (e.g. PVC), however, special shapes with reduced compression are often used; in the processing of highly crystalline plastics, special designs with increased compression are often used. Nevertheless, the 3-zone screw is regarded as a classic all-rounder in the field of extrusion screws. To improve homogenization, 3-zone screws are often combined with different mixing parts, for example diamond mixers or spiral shear mixing parts.
3-zone screw
The 3-zone screw consists basically of the 3-zones:
- feed zone
- compression zone
- output zone (metering zone)
In the area of the feed zone, the core diameter of the screw is small, so that the material can flow well into the screw channel and can be transported in the axial direction and be compacted at the same time without strong friction. In the area of the compression zone, the core diameter of the screw increases continuously, so that the free volume decreases, friction is increased and pressure can be built up. The essential melting process takes place within the compression zone. In the subsequent metering zone in which the core diameter of the screw constantly maintains the maximum value, the material is ejected and homogenized.

Degassing screw
If unacceptable quantities of volatile components, such as monomers, vapours, gases or solvents, are produced when the material melts, it often makes sense to degas the material in the extruder. Special degassing extruders with an additional degassing opening and a special degassing screw are used for this purpose. A degassing screw has an area behind the compression zone in which the core diameter of the screw decreases again, so that the built up pressure is relieved and the volatile components can be discharged (or sucked off) through an opening in the cylinder. This is followed by a second compression zone and the actual metering zone.
Degassing screws are used wherever volatile components are to be removed from the melt, especially in the processing of recycled materials (e.g. PET flakes).

Barrier screw
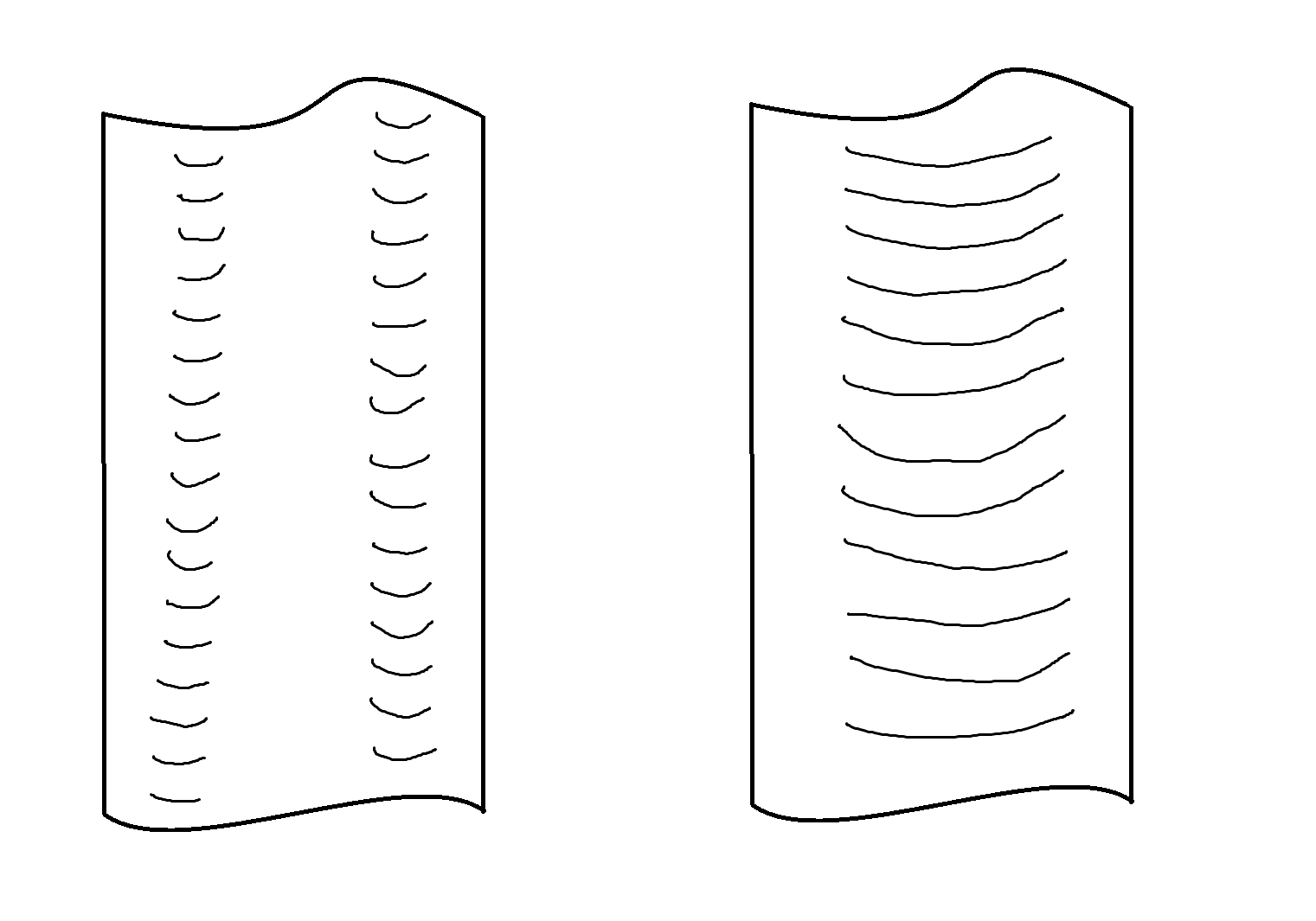
Today, the barrier screw is one of the most frequently used screw types and is used for processing a wide range of materials from classic polyolefin to engineering thermoplastics. The special feature of the barrier screw is the presence of an additional screw bar in the plasticification zone, the so-called barrier bar. This additional barrier bar begins behind the feed zone and runs with a steeper gradient through the entire plasticizing zone until it disappears again at the end of the plasticizing zone. The task of the barrier bar is to split the helical mount into two sub-areas. This division of the spiral allows a separation of already melted material (melt) and the still existing solid bed (granules).
At the beginning of the compression zone, the plastic begins to melt and flows together behind the usually slightly lower barrier web, where the melt collects. Most of the solid bed remains behind the barrier web. This separation allows a targeted separation of melt and solids, which can in particular cause a higher plasticizing performance.
In classical screws, the solid bed is surrounded by molten material, so that only relatively little friction can act on the granules. The heat input into the solid is therefore mainly effected by heat conduction, which makes the plasticizing performance worse. In the barrier screw, this insulating melt cushion is separated from the solid bed so that direct friction can take place between the barrel or screw and the solid bed, which increases the plasticizing performance.
In direct comparison, the barrier screw thus usually achieves a higher plasticizing performance and a better homogenizing performance, but often has a somewhat less controllable melt temperature. In addition, the barrier screw is much more complex to manufacture, which generally means that the price is higher.

(Note: The illustration of the snails shown serves to explain the differences and is schematic. Zone lengths and aisle depths may differ from real concepts. Consequently, these are not realizable screw concepts.)
If you are interested in further information and free download tools, please register here for our free newsletter and download area. You will receive a notification when new articles are published and will have access to many interesting additional information, checklists and calculation tools.




{kind=link}
{kind=link}
{kind=link}
{kind=link}