
Voids/blowholes/vacuoles are frequent quality problems that can occur especially in the manufacture of thick-walled products. Although the cause of this problem is well known, it is often difficult and time-consuming to avoid it.

When cooling plastics from melt temperature to ambient temperature, the specific volume or density of the plastic changes considerably (see illustration). This behavior (change in volume during cooling) is called shrinkage.
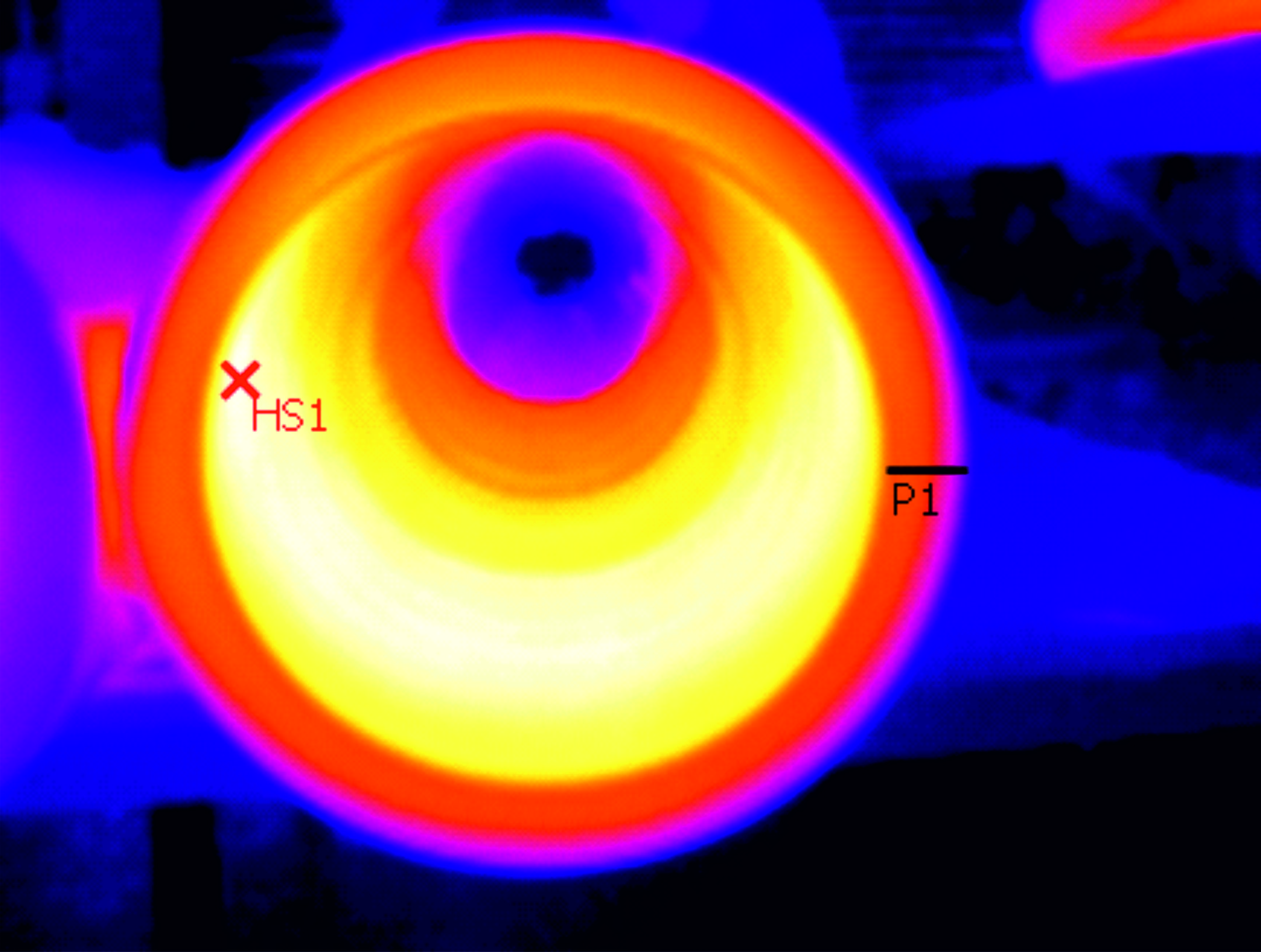
In the extrusion of thick-walled products, the cause for the formation of vacuoles lies in the inhomogeneous cooling of the extrudate. While the outer skin of the product (profile, plate, tube, solid rod, flat bar, etc.) is usually actively cooled, the core temperature of the product is not directly coolable and thus remains at a very high temperature level for very long periods of time. In such a situation, caused by the extremely low thermal conductivity of plastics, the outer areas of the product become dimensionally stable (solid) while the core is still soft (or even molten).
While the edge areas of the extrudate are already cooled, the thermal induced volume change (shrinkage) continues to take place inside the material with a time delay. The core cools, builds up density and reduces its specific volume. This shrinkage of the core area creates tensions inside the material which act as a force on the adjacent product areas. These can then lead to deformation of the product (bowling, katana effect, sheet travel, etc.).
If the residual stresses are higher than the maximum yield stress, the material cracks.
However, if the shape stability of the geometry is higher than the tensile forces occurring, no deformation of the geometry can occur, which is often the case with very thick-walled products. However, if the tensile forces are greater than the maximum yield stress of the material at the same time, the material tears open inside due to shrinkage and forms a vacuole.
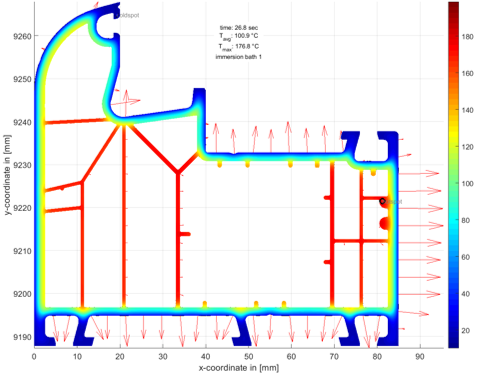
The following simulation result of a 250mm solid PP rod shows that even after 20m of cooling section length (880min extrusion time) the core of the material still has a temperature of more than 100°C. At the same time, the outside wall temperature has already cooled down to 28°C and is thus completely cooled and dimensionally stable.


A look at the crystallization times of different radial product sections is also very interessting. On the abscissa (X-axis), the illustration shows all radial layers of the solid bar into which the computer simulation was discretized (radius =0 corresponds to the core, radius = 125 corresponds to the outer product wall).
On the ordinate (Y-axis) the time period in seconds valid for the respective radial layer is displayed, how long the temperature range in which crystallization is possible was available at this radial position.
(Hint: Due to the fact that the product has not been completely cooled down at the end of the extrusion line (what was simulated using), in this diagram the core area shows a lower degree of crystallization than the areas between radius 60 and 90mm. If the calculation would be done for the whole cooling process, the result would look a little bit different.)
Avoidance of voids, vacuoles during extrusion
The reason for the formation of voids, vacuoles is (very often) the thermal volume shrinkage of the plastic. If the external dimensions of the product has already been cooled down so far that deformation is no longer possible, high stresses inevitably lead to the formation of vacuoles. These aspects must therefore be achieved in order to avoid cavities:
- Ensuring that cooling is as homogeneous as possible over the entire product cross-section
- Avoidance of very cold coolant temperatures
- Use of inline tempering zones in which the temperature differences within the material can be reduced (adjusted)
- Use of materials with higher critical yield stress
- Reduction of melt temperature
- More melt-pressure (if possible in the process)
However, the most effective approach to avoiding cavities in extrusion is the product and material-specific choice of the process parameters for the cooling section as well as the right choice of cooling section technology.




{kind=link}
{kind=link}
{kind=link}
{kind=link}