

Collapsing of pipe ends is one of the most common problems in the extrusion of pipes and occurs especially when high production speeds areused on the production lines. The reasons for the geometric shape deformations are internal stresses. The reduction of the problem is often possible with simple means.
Collapsing of pipe ends is the reduction of the outer and inner diameter of a pipe at the ends of a pipe – the pipe end “collapses”. This phenomenon usually occurs a few minutes to a few hours after the pipe has been cut to length and poses a major quality problem. Pipes with high pipe end collapsing often cannot be processed on the construction site (e.g. welding, inserting sleeves) and the reduced cross-section also represents an unintentional obstacle for flowing media. However, pipe end collapsing is also a major problem in other areas of application for tubes, for example as winding-cores.
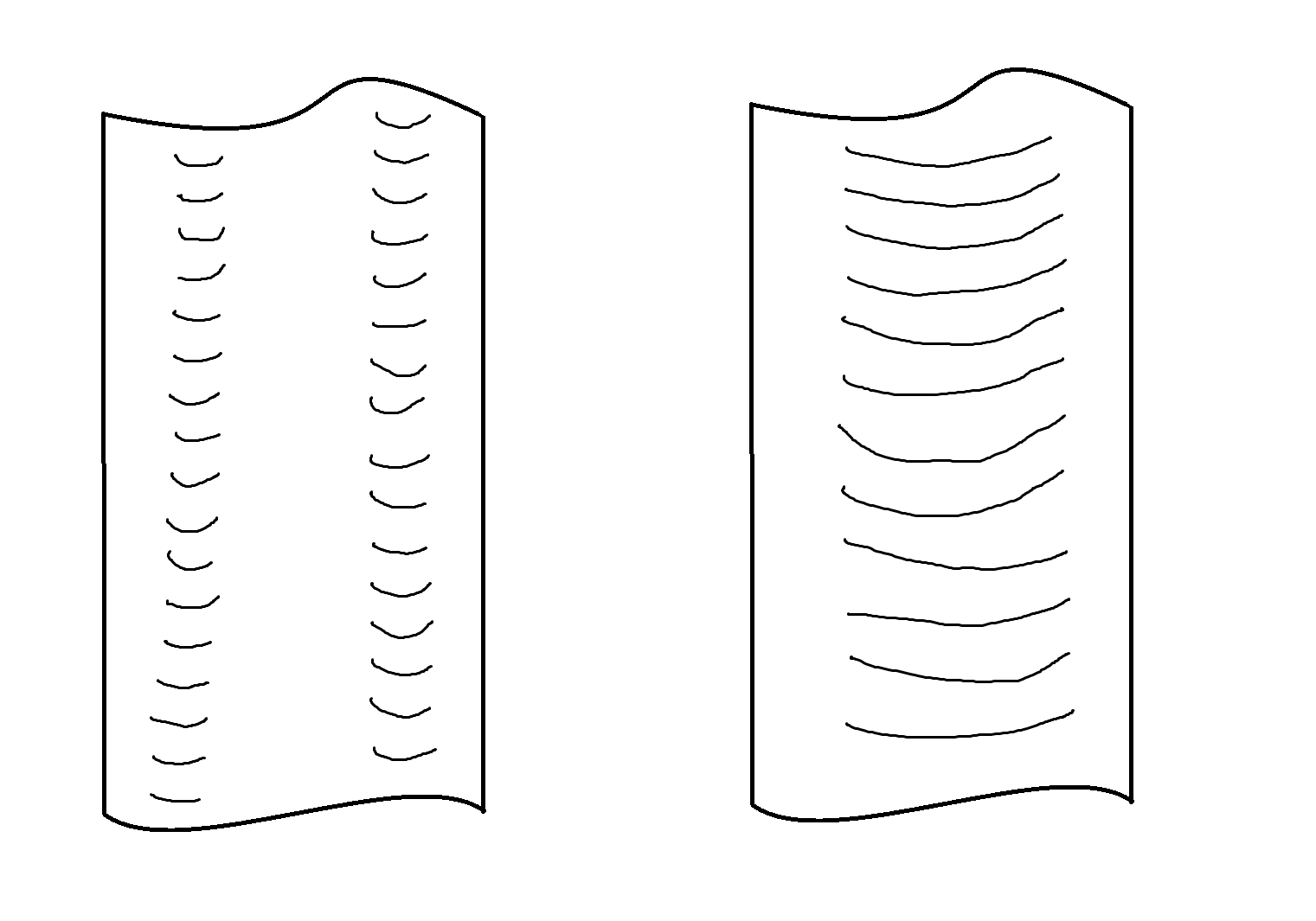
Illustration: Schematic representation of a pipe with collapsing of pipe ends

Simply cut off the pipe end incidence?
Ofte it is tried to simply cut off the area where the pipe collapses. Unfortunately, you will notice that this method cannot solve the problem in most cases. The collapsing of the pipe end will occur again at the new interface (unless there are longer periods in between and the material could “relax” in the meantime).
What are the causes of pipe end incidence?
The cause of the pipe endcollapsing are residual stresses in the pipe, which are built up in the pipe cross-section during the cooling of the melt in the area of the cooling section. This means that the product has internal stresses, althoughthere is no externa load on the product. The formation of such residual stresses (tangential and axial) is influenced by various processes. These include thermal contraction (especially with semi-crystalline plastics), reaction shrinkage (especially duromers) and media absorption or release. However, the most common cause is an uneven cooling of the product over the product cross-section, which can hardly be avoided due to the extremely poor thermal conductivity of the plastic.
How do the residual stresses arise?
In the case of externally calibrated tubes (without active cooling of the tube inner side), the outer wall of the tube is cooled strongly during the cooling process. Due to the lack of cooling on the inside of the pipe and the very poor thermal conductivity of the plastic, the inner areas of the pipe remain at a high temperature level for a long time to come. As plastics cool down, their specific volume decreases (the density increases). With semi-crystalline materials, this effect is particularly pronounced due to the formation of the crystalline areas (areas with the highest density).

The outer wall of the pipe is already so cold that it has solidified. The plastic molecules in this area are no more moving. Inside the tube, the material shrinks, the molecular chains move around and get closer to each other – the density (possibly also crystallinity) increases at the same time. The material on the inside contracts, so to speak, the inner pipe diameter grows and tensile stresses are created. These tensile stresses result in compressive stresses being applied to the outer areas which are already cold and immobile. This results in the ratio between compressive and tensile stresses in the pipe cross-section shown in the figure.
Residual stresses are always in equilibrium in a product (the amount of tensile stress is identical to the amount of compressive stresses). If this state of equilibrium would not be given, the product would deform geometrically. In the case of the extruded pipe, this equilibrium situation also applies without restriction.
Nevertheless, while cutting the product a part of the product is removed. The new product (the shorter tube) has a different geometry. The product is therefore no longer in equilibrium with regard to the stress situation and reacts with a spontane deformation or deformation that becomes effective over time – the tube end incidence occurs.
Aren’t the residual stresses reduced over time?
Residual stresses are automatically reduced over time. However, this process (called relaxation) takes place extremely slowly and can often take years or decades in the case of extruded pipes. Relaxation is much faster when the products are heated to an elevated temperature level. This allows the molecular chains in the plastic to move again and they can easily and quickly rearrange themselves in such a way that lower stresses result. This behavior is described by the term “time-temperature shift principle”, which means that effects that only occur after long periods of time can also be achieved by heating to high temperatures (to put it simply).
This principle is often used in extruded products to reduce residual stresses. The plastic products produced are stored in a tempering (annealing) furnace in which the product is stored at an elevated temperature for defined periods of time. It is important that the temperature and also the time are adapted to the material and the geometry (especially wall thickness) of the product. Otherwise, only the outer edge areas of the product may be heated, whereas the core of the product remains cold due to its poor thermal conductivity. This effect occurs especially when thick-walled products are involved (e.g. thick-walled tubes, solid rods, plates, flat rods, etc.). The annealing times can then sometimes amount to several hours up to many days, which can of course have an immense influence on the productivity and the manufacturing costs of the product.
Can the collapsing of pipe ends be reduced without annealing?
There are various ways to reduce the pipe end collapsing without having to use the cost-intensive and time consuming annealing processes. It is particularly important to cool the product as gently and evenly as possible so that the residual stresses do not occur in the first place. Suitable ways to do this are:
- Adjustment of the process parameters in the cooling section (cooling tank temperatures)
- Adaptation in the design of the cooling section (avoidance of cooling tanks bolted together, enabling “inline annealing sections”
- Use of heaters or insulation in the area of the cooling section for targeted reduction of residual stress
- Use of additional (internal) cooling to achieve a more homogeneous cooling situation
- Choice of materials
In order to select the best possible method, it is very helpful to carry out a cooling calculation of the product. In our download area you will find a fully documented practical example including simulation results for the realization of an inline tempering process and for the complete avoidance of a subsequent tempering process.
Here you can find the 2nd part of this article, inculding simulation results.
If you would like to be kept informed about updates and new articles on this page, you can register for our newsletter and you will also recieve free access to our internal download area.




{kind=link}
{kind=link}
{kind=link}
{kind=link}