
In addition to the width of a film and the profile tolerance, the flatness is considered as one of the most important quality criterions. Good flatness refers to film products with a high planarity, also a low tendency for sagging areas or bulges. The flatness of a film is an important criterion, because they can in part substantially impair the speed from other processes (e.g. printing, coating, thermoforming), and bad flatness is thus often used as a criterion for classification as scrap production.
Different effects can influence the flatness of a film:
- Uneven heat conduction on guide rollers
- Uneven cooling
- Bad thickness profile distribution
- Markings through the guide basket
- Influences from the flattening
- Edge bulge due to material thickness
- Extrusion strips
To determine the flatness, a test method according to ASTM D1604 (Method for Measurement of Flatness of Plastic Sheet or Tubing) is frequently used, in which the film is cut into strips 50 mm wide, the length of which is measured individually. The differences in length of the individual strips are a measure of the film, in particular for buckles and sagging areas.
Depending on the problem of flatness, different causes and consequently different avoidance approaches are considered or used. Buckling and sagging areas are the most common problems, along with edge curvature and sheet travel.
What are the causes for bucklings?
In the formation of bucklings, different areas of the film (over the width) have different lengths. The causes for bucklings, for example, are:
- Markings from the extrusion die
- Inhomogeneous melt distribution in the extrusion die
- Marking from the rollers of the calibration sleeve
- Profile thickness variations
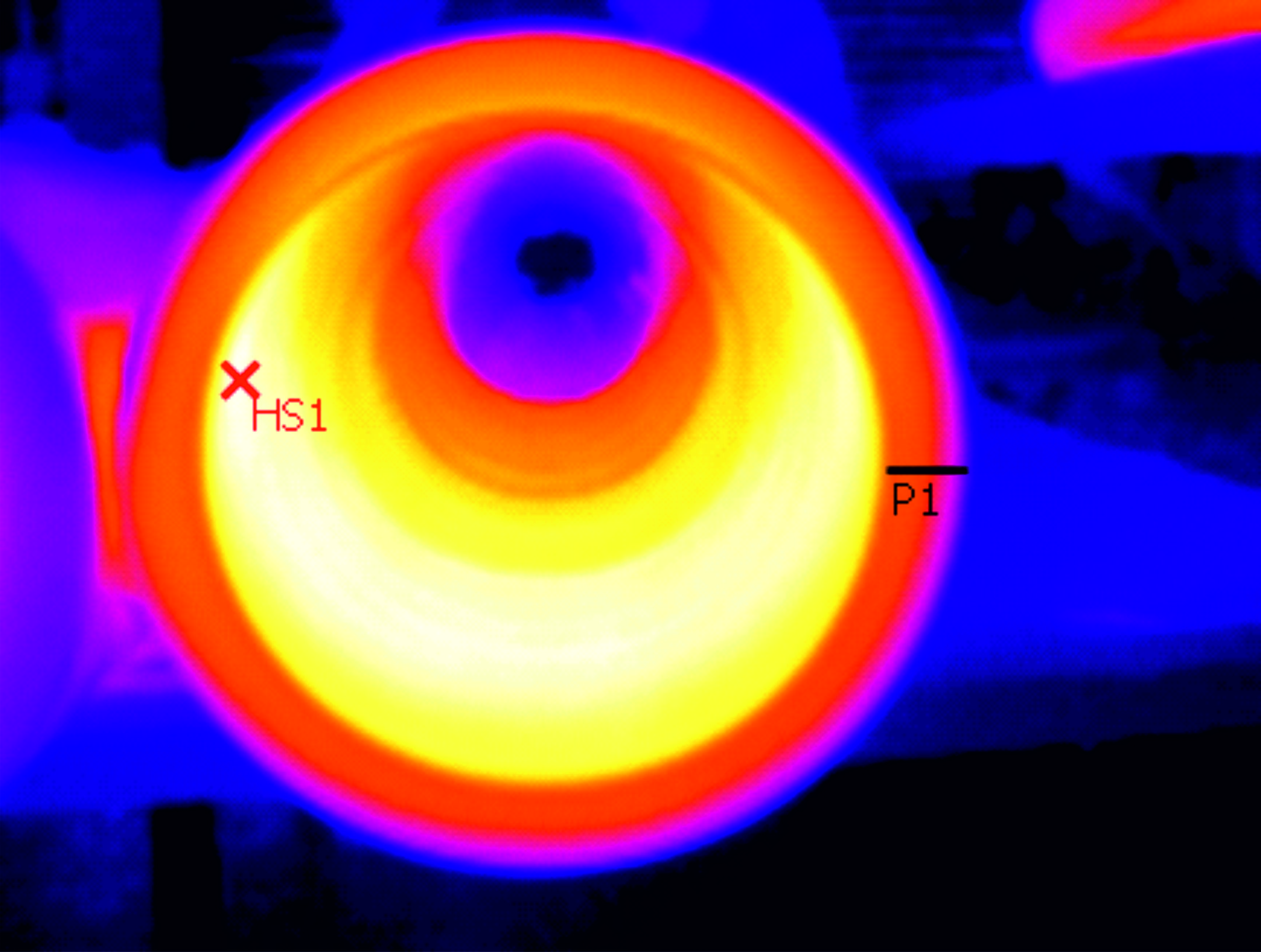
- Inhomogeneous cooling over the circumference
- Contact lines between flattening roll and foil
- Influences from thermal conductivity of the flattening rollers

What are the causes for film sagging
Film sagging refers to a situation in which the film strips (from ASTM D1604) in the area of middle layers are longer than the edge areas. The middle part hangs out a little bit and forms a bag. Such phenomena generally occur more frequently with rigid films, e.g. made of PE-HD, than with softer materials and are usually caused by too low temperatures in the flattening area, often combined with too high flattening ratios.
The flattening ratio results from the length of the used flattening unit and the bubble diameter. The larger the bubble diameter and the shorter the flattening unit, the larger the length ratio L1/L2 and the more unevenly the film is stretched.
In order to achieve a film that is as slack-free as possible, the flattening length should therefore be optimally designed.


What other opportunities are there to avoid problems with flatness?
Since the aforementioned problems can be strongly influenced by the temperature of the product, the optimal parameterization of the process is often the key to achieving a perfect flatness. If the process parameterization does not sufficiently influence the temperature distribution, additional technology systems such as a fixing unit or tempering roller systems can also have excellent effects, if these are optimally parameterized (otherwise, such systems can even have a negative impact on quality and, in particular, on productivity/efficiency). In such systems, the film is first of all reheated so that the entire film expands and residual stresses can be reduced. The film is then annealed and cooled down with a delay so that a reduced shrinkage of individual film areas and simultaneous mechanical fixation on contact rollers is possible.
In such case, the computer simulation of cooling processes (e.g. with chillWARE) is a cost-effective and fast method for the identification of optimal process parameters.
Further information on computer simulation possibilities of film extrusion processes can also be obtained by registering for our internal download area. There you will also find an unprotected Excel document to calculate the flattening ratio depending on the bubble diameter and the height of the flattening zone.
If you want to be kept informed about new articles and updates, please register for our newsletter and visit our free download area.




{kind=link}
{kind=link}
{kind=link}
{kind=link}