
In the extrusion of pipes, cables, profiles and many other semi-finished products, immersion cooling tanks or spray cooling tanks are used in which the hot extrudate is introduced and cooled with cooled water. Both the immersion cooling tank – in which the extrudate is completely submerged in a water bath – and the spray cooling tank – in which the extrudate is sprayed with ultra-fine atomized water are used as technologies. As a third variant, tanks are often used (often self-made) in which the cooling water is guided to the desired location by several manually positioned articulated hoses.
In practice, these cooling baths or spray cooling tanks are often firmly screwed together or connected to pipes (so to speak short immersion tanks) in order to avoid having to change seals (especially on the vacuum tank) during dimension changes, to avoid leaks on the tank or to try to increase the cooling capacity. The existing air distances between the tanks are either replaced with these short immersion bath distances, or the cooling tanks are pushed together and screwed together, whereby the air distance at the end of the line is usually longer.
First of all, we consider the first case where the air distances are substituted by additional immersion tanks.
Water cooling initially lowers the temperature of the extrudate on the outer wall of a product. However, the inside of the product is often still at a very high temperature level for a very long time. Depending on the wall thickness, very large temperature differences often occur between the surface temperature on the outside and the temperature inside the product. Because these temperature differences can be somewhat similar within an air gap, air gaps are often referred to as inline tempering gaps. Avoiding them also prevents temperature equalization and influences heat transfer from the inside to the outside.
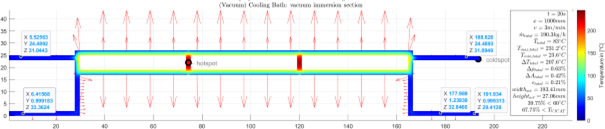
The following example shows the influence of the air distance on the cooling situation. The calculation was carried out with chillWARE(R) in the PipeSIM module. The product dimension chosen as an example is 80×10 (SDR 8) and a pipe is extruded from a PE HD material at a production speed of 1.54m/min (200kg/h). The cooling section consists of a vacuum cooling tank with a length of 6m and two further cooling tanks with a length of 6m each.
In the simulation result shown below, the cooling situation for the product can be analyzed using air sections. The abscissa shows the temperature of the product in layers. The green line is the outer wall temperature of the extrudate, the red line the inner wall temperature.
If, for this situation, the cooling tanks are now connected with a water filled pipe instead of using an air zone, the cooling situation changes to the course shown below.
Even if the cooling appears to be very uniform at first glance, the difference between the two processes quickly becomes apparent when the residual stresses forming in the product are considered, see below. The blue area marks the residual stresses that build up in the product when the air gaps within the cooling section are removed. The red area marks the residual stresses when air distances are used. It is clearly evident that the residual stresses can be significantly reduced by the use of air distances (tempering zones), in this example from 214N/cm to 83N/cm, which corresponds to a reduction of about 61%.

Effects on product quality
In most cases, the use of air gaps therefore has a significant effect on product quality, especially the formation of residual stresses in the product. If they are too high, deformations (ovality, tube end collapse), poor mechanical properties or high shrinkage values can occur.
From our experience, the targeted use of air distances is therefore a very sensible means of achieving high product quality. Of course, it can also make sense to adapt the cooling water temperatures to different products or materials. Nowadays, this can be perfectly determined with appropriate simulation software.
Effects on production speed
Of course, the goal of every extrusion company is to produce at maximum production speed. The thought: “The more active cooling that is applied to the extrudate, the faster it is cold” is also correct in most cases. If, however, the situation is considered that the air distances are not replaced by additional immersion cooling, but that only the cooling tanks are screwed together, the following cooling diagram results:
In this example, the active cooling takes place over a length of 18m (3 x 6m cooling tank), just as in the situation with air distances. At the end of the extrusion line, however, the inner wall temperature/outer wall temperature of the product is now 53.3°C/47.7°C, whereas a temperature of 48.1°C/43.°C could be achieved in the situation with air gaps. The cooling capacity has even been reduced by screwing the tanks together!
(For comparison: If the air distances are replaced by immersion baths, the active cooling is extended by 2m, whereby temperatures of 44.2°C/40°C can then be reached.)
The use of air ducts can therefore even have a positive influence on the maximum achievable production speed while maintaining the active cooling duct length.
Detailed analysis with chillWARE:
The following comparison shows the temperature distribution of the pipe in the area of the haul-off at 22m cooling section length.
When using air ducts, 56.7% of the pipe cross section has fallen below a defined target temperature of 50°C after 22m cooling duct length.

If the air sections are replaced by active cooling elements (immersion baths), 100% of the pipe cross-section has fallen below a defined target temperature of 50°C after 22 m of cooling section length.

If the cooling tanks are screwed together, only 10% of the pipe cross-section has fallen below a defined target temperature of 50°C after 22m of cooling section length.

Conclusion: Practical benefits that can affect product quality and productivity
The screwing together of cooling tanks can indeed reduce the expenditure for seals. However, these advantages are at the expense of product quality and, in some cases, lower productivity.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.




{kind=link}
{kind=link}
{kind=link}
{kind=link}