
In order to achieve a high product quality, additives are added to the raw materials, which cause a change or improvement of the product properties. Nowadays plastic products are often used in areas where the use of pure plastics would be unthinkable.
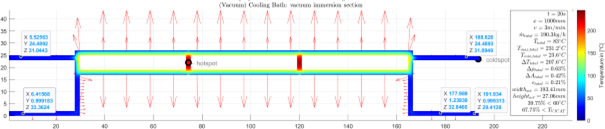
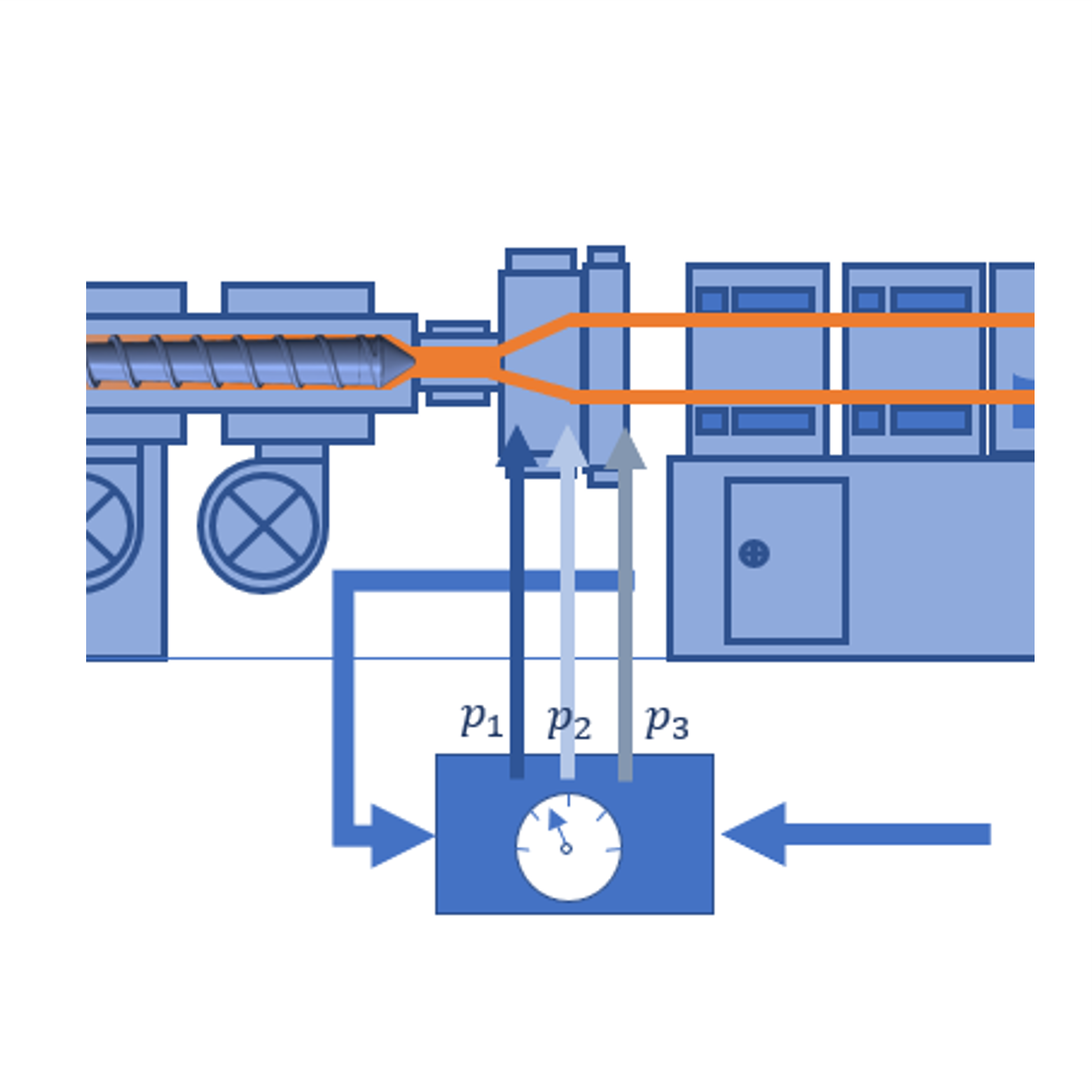
After the melting zone of the extrusion screw the metering zone follows, which task is to realize a good melt homogenization to avoid pressure and feed fluctuations. In addition, any unmolten granules that are still left are melted. To optimize this effect, dynamic mixing parts are often used after the metering zone, which are part of the screw and thus rotate at the same rotational speed and improve the mixing of the melt.
There are different geometric shapes of mixing parts on the market, whereby the different mixing parts can be roughly divided into two categories, which describe the mode of action of the mixing part. A distinction is made between dispersive and distributive mixing.
In dispersive mixing, large accumulations of a component (so-called agglomerates) are broken down. As a result, a few large agglomerates produce many individual particles, which are significantly smaller in size. For this it is necessary that external forces act on the agglomerate. For this purpose, mixed parts are used which generate an expansion and shear stress filed in the melt. The effect of the force causes the agglomerates to break open and individual particle to form, which can later be better distributed in the overall matrix.
Dispersive mixing (splitting mixing)
If a splitting effect is to be achieved, it is helpful to create the highest possible shear and tensile stress filed in the melt. This can be achieved by using shear mixing devices, such as the frequently used “spiral shear mixer”. The narrow gap results in a high shear of the material, whereby agglomerates can be broken open, but also molecular chains can be broken or separated.


Distributive Mixing (Distributive Mixing)
Distributive or distributing mixing is usually used when no agglomerates are present or the particle size of the components to be mixed has already reached the target size. In most cases, the distributive mixing devices are therefore used after the dispersively acting mixing devices. The task of the distributive mixer is then to achieve an increase in surface area and a rearrangement of particles so that good distribution can be achieved. Diamond mixers are often used for distribution.

Overall, mixing devices often cannot be completely assigned to either category, since most mixing devices have both a dispersive and a distributive effect. However, mixing devices (also known as shear devices), which are similar in geometry to a screw, tend to be assigned to the shearing, dispersive mixing devices and the mixing devices, which have individual pins, to the distributive mixing devices.
From my own experience and from interview with various experts in the industry (including Prof. Dr. Johannes Wortberg, Dr. Chris Rauwendall) I can claim that the use of mixing devices (e.g. spiral shear mixed parts) leads to an improvement in melt quality in more than 95 % of the cases. Only in cases where the material is already sheared too much (e.g. due to very high throughputs on small extruders) or the material is extremely shear-sensitive, mixing devices show negative effects.
The trend is clearly towards the increased use of mixing devices, which is particularly related to the ever higher throughputs to be achieved and the desired product qualities.

If you are interested in further information or if you want to be kept informed about new articles, please register for our newsletter and our free download area.




{kind=link}
{kind=link}
{kind=link}
{kind=link}