In the field of material feeding to an extruder, there are a variety of different systems on the market. Starting from a central conveyor system or individual vacuum conveyors, the plastic granulate is stored in the simplest case only in a small storage tank – the hopper – so that it is always ensured that sufficient material is available for the extruder to feed through the screw during production. In further expansion stages, the hopper can be expanded with measuring devices that determine the mass flow directly or indirectly. If several raw materials are processed on one extruder at the same time, these systems can be expanded by additional chambers or hoppers for different raw materials and corresponding mixing chambers. Depending on the requirements of the manufactured products and the associated material composition, correspondingly high complexity lines can arise. It is easy to imagine that these levels of complexity also entail correspondingly different investment costs. In the following we would like to give you a brief overview of general technical solutions and also provide food for thought to evaluate the necessity and cost-effectiveness of the different systems.
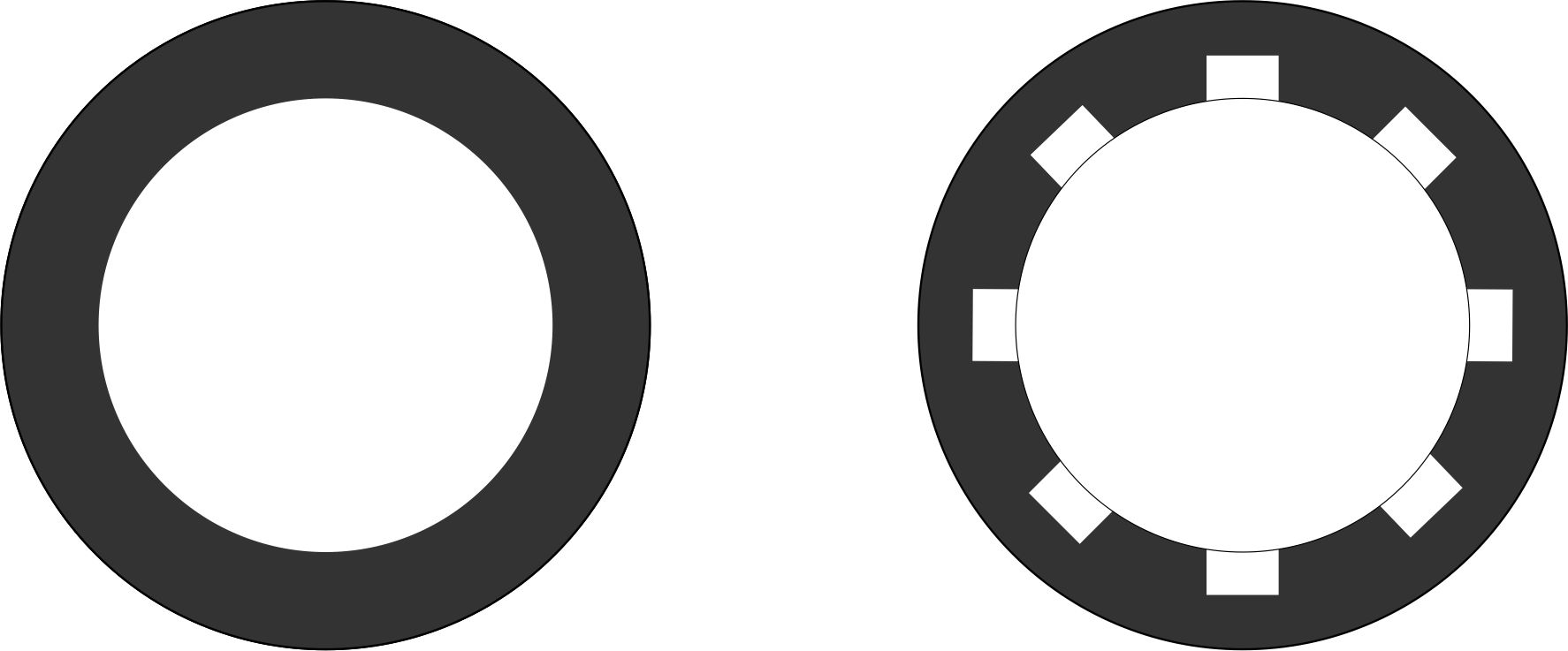
The following figure shows two simple systems for determining the current mass flow or throughput. The system shown on the left shows volumetric flow monitoring. The bulk density [kg/m3] of the material must be known. By knowing the screw conveyor geometry and the speed, a volume flow can be calculated. By comparing the bulk density with the volume flow rate, the mass flow of the processed plastic granulate is calculated.

The system shown on the right shows a gravimetric flow monitoring. Using a built-in weighing cell, the mass or decrease in mass of the material in the weighing funnel can be measured directly. Through the additional measurement of the time between filling operations, the throughput can be determined directly. Unlike the volumetric system, it is not necessary to specify the bulk density. Thus, the gravimetric system is able to indicate the mass flow rate with a higher accuracy. The mostly slightly fluctuating bulk density does not have to be specified here, the processed mass is measured here directly. This difference in accuracy usually outweighs the slightly higher investment costs of the gravimetric throughput monitoring solution.
If there is also the requirement to mix several components together, as already mentioned, the degree of complexity and also the investment volume increases. In principle, volumetric dosing systems usually have a lower investment requirement, but also a lower accuracy with regard to the dosing quality of the individual components. The following figure shows on the left the basic structure of a volumetric dosing system and on the right that of a gravimetric system. However, the basic principles described above do not differ.

On the basis of the measurement and dosing variants generally available on the market, the production and economic background will now be examined in more detail as announced.
In plastics processing, the raw material is by far the biggest cost factor. Depending on the company and product, it accounts for between 40 and 70% of the total cost, although in general a high proportion of the total cost of materials is desirable. Costs for electricity and energy usually range between two and ten percent of the total cost of the product. The remaining shares are for machine hours, personnel, rent, etc. Accordingly, saving materials within the value chain offers great potential for a sustainable reduction in production costs as well as improved resource efficiency. The following example is intended to illustrate that the simple measurement of the throughput already offers a great potential for identifying and exploiting savings potentials and also provides valuable information for evaluating the extrusion process.
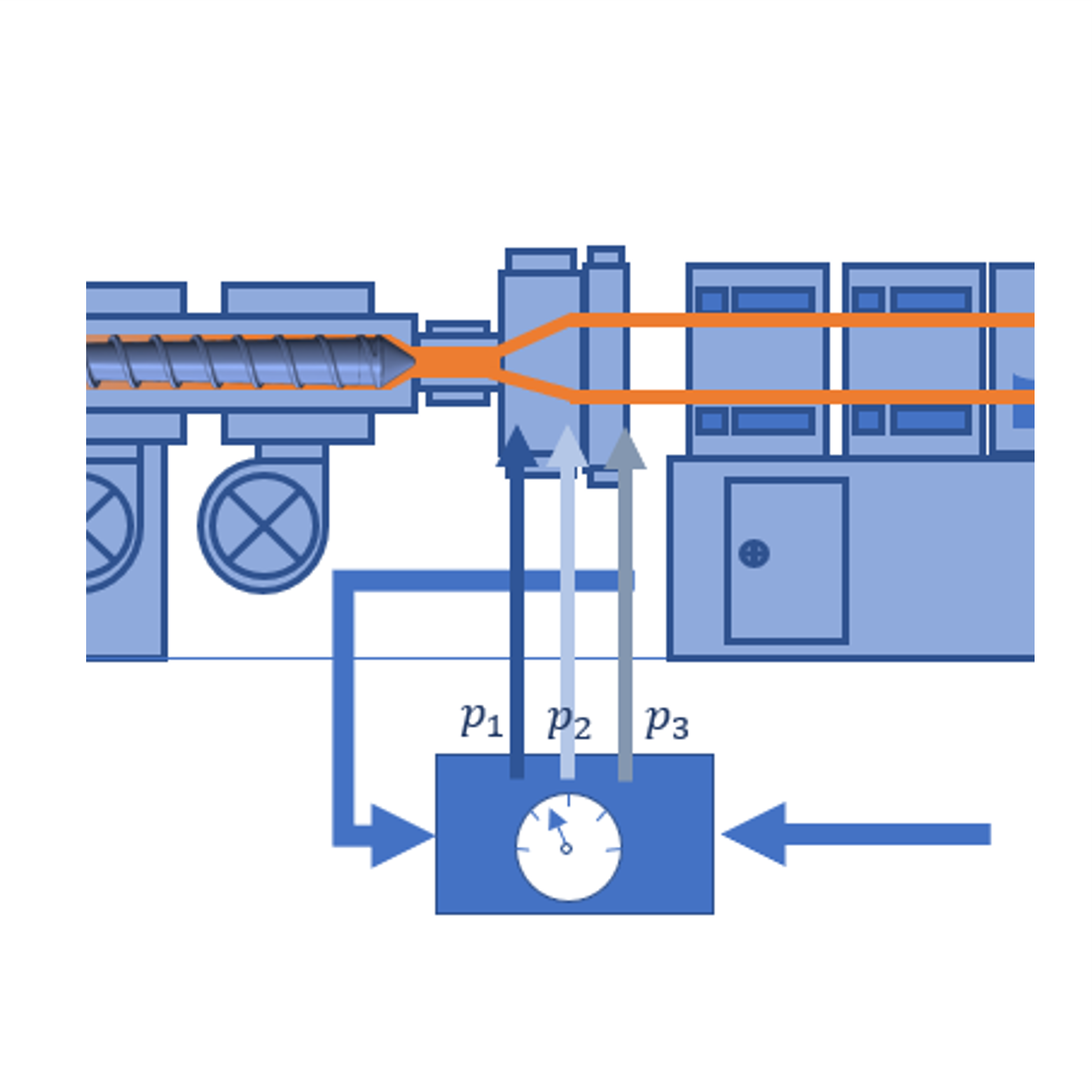
In both pipe and profile extrusion, the wall thickness of the final product is an important quality criterion. However, this is usually measured only at a few support points distributed over the semi-finished product cross-section. Thus, although it is ensured that the basic geometry meets the drawing or end customer requirements, a direct link to the economically extremely relevant weight per meter is not possible. Against this backdrop, it is unfortunately often observed that the semi-finished products are generally manufactured according to the wall thickness tolerances, but there is a lack of a comparator to assess how material-efficient the current settings actually are. The following figure is intended to illustrate these relationships.

The upper part of the picture shows in orange the actual value of a wall thickness measuring point in relation to the tolerance window. Although the actual value is within the tolerance window, it is clear that there is a significant distance to the minimum tolerance. In the lower part of the figure it is clear that by adjusting the setting a clear adjustment towards the lower tolerance limit is possible. Thus it is possible to save a corresponding proportion of material.
If critical wall thicknesses of the semi-finished product are measured and the target weight per meter is known, an existing savings potential can be exploited with the help of a flow measurement. The flow measurement directly on the extrusion line always allows the comparison between the current and the required metre weight. To achieve this, the wall thicknesses can be reduced to the respective minimum values if possible. The real effect of this inline measurement technique is thus to create transparency for the machine operator directly on the line. The operator is given a direct and extremely easy way to check whether the current production is being carried out under optimal conditions in terms of material consumption. As a rule, savings in the order of 10% material weight can be realized by this option. Simple gravimetric systems for flow monitoring are in the low four-digit investment range. This ratio usually results in amortization periods ranging from a few weeks to a few months. In addition, information on process stability can be obtained, which in turn can be used as part of a process analysis to determine further productivity increases. It is interesting, for example, to analyze in which order of magnitude the throughput of an extruder varies as a function of time. It is also possible to analyse whether the ratio of screw speed to throughput is in a constant range, or whether there are deviations here. These relationships are essential for process analysis and process optimization and thus represent a further benefit to pure material savings.
This relationship must of course be considered in a more differentiated way when discussing more complex dosing systems. Depending on the technology used (e.g. volumetric or gravimetric), these differ significantly from the amount of investment.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.




{kind=link}
{kind=link}
{kind=link}
{kind=link}