
Spiral mandrel distributors are among the most powerful extrusion tools for the production of pipes, films, hoses and bottles and are available in a wide range of variants on the market. Spiral mandrel distributors can be used for various production processes and a good design of the spiral mandrel distributor significantly determines the quality of the product produced.
When designing and dimensioning spiral mandrel distributors, there are various design rules, the knowledge and observance of which can make a positive contribution to achieving high product quality. A few of these design criteria will be mentioned and explained below.
The most important free geometry parameters of a classical spiral mandrel distributor (without consideration of extruder connection, primary distribution and die) are:
- Diameter (D)
- Overall height (H)
- Number of spirals (n)
- Slope of the spirals (alpha)
- Spiral channel depth at beginning of channel (t)
- Spiral width (b)
- Gap width of the overcurrent range (s)
- Wrap angle of the spirals (phi)
- Design details, radii, bevels, sealing surfaces
The diameter of a spiral mandrel distributor as well as the height of the system are usually determined by the available installation space and the desired diameter of the product. The advantages of a compact design are, on the one hand, reduced space and material requirements and, on the other hand, the avoidance of unnecessarily long flow paths and thus unnecessary loading of the melt as well as high pressure losses. However, if the systems are too short, the distribution effect can be negatively affected.
Number of spirals:
“Increasing the number of spirals improves the distribution efficiency and reduces the pressure loss of the tool (with constant spiral geometry).”
In principle, it can be assumed that an increase in the number of spirals increases the free volume (the area in the die in which melt can flow). The pressure loss in the die decreases due to the reduction of the flow resistance which is usually associated with this. At the same time, the melt is distributed over a larger area, which usually increases the distribution effect. The disadvantage is, of course, the longer machining times for milling the flow channels.
Channel depth of the spirals:
“An increase in the initial channel depth leads to a more uniform distribution effect and a reduction in the pressure loss, but can have a negative effect on the flushing capability of the tool.”
In the geometry of the spirals, the initial depth and the depth profile are defined. The depth of the spirals generally decreases continuously with the course of the spirals until it reaches the core diameter of the sleeve. A high initial depth of the spirals leads to a reduction of the pressure loss in the tool, but can have a negative effect on the behaviour of the tool during purging or material change processes. The following graphic shows the simulation results of a spiral mandrel distributor. The occurring wall shear stresses are shown in colour. In the areas where the flow channels are narrow, comparatively high shear stresses prevail, so that the die walls in this area are flushed with good effect (e.g. in the area of the nozzle and the overcurrent areas). The areas in which the flow paths have large free volumes are characterized by low shear stresses (blue areas). Stagnation of the melt can occur here. In principle, the melt takes the “path of least resistance” as it flows through the die, so in deeply cut channels a large part of the melt flows through the spiral channel. Of course, this also has an influence on the distribution effect.

Spiral pitch angle:
“Lower spiral angles improve the melt distribution, but cause a higher pressure loss.”
Together with the overall height of the system, the pitch angle determines the size of the wrap angle. The pitch angle, similar to a thread pitch, is the angle at which the spirals winds around the mandrel. The following figure shows the melt flow in two adjacent spiral in different colors. From the overall height of the manifold as well as the angle of inclination, the wrap angle results, in this case almost 180°.

The resulting overlap angle of the melt in the area of the distributor end is also clearly visible. The overlap angle is the area in the (rotationally symmetrical) product which is fed simultaneously by the melt from two adjacent spirals. The larger this spiral is, the more effectively weld lines are avoided (or blurred).
Gap width between helical mandrel and cylinder:
“The initial gap width has an influence on the distribution efficiency, but this influence is dominated by the gap width profile. Small initial gap widths lead to increased pressure loss”.
Since the function of the spiral mandrel distributor is based on the principle that the flow fronts that flow through the spirals overlap with the flow fronts that flow out of the spiral and into the gap area, the gap width between mandrel and cylinder plays an important role. If this gap width is too large, almost the entire melt flows through this overcurrent area and the flow at the bottom of the spiral comes to a stagnation. If the overflow gap is too narrow, hardly any melt can flow through it and the dominant flow component occurs in the spiral flow.
In order to achieve optimum production results, an intelligent adjustment of the gap width course is therefore necessary. In practice, both linear and progressive or degressive shapes exist.
“The gap width profile has a strong influence on the quality of the distribution of the extrusion die. ”
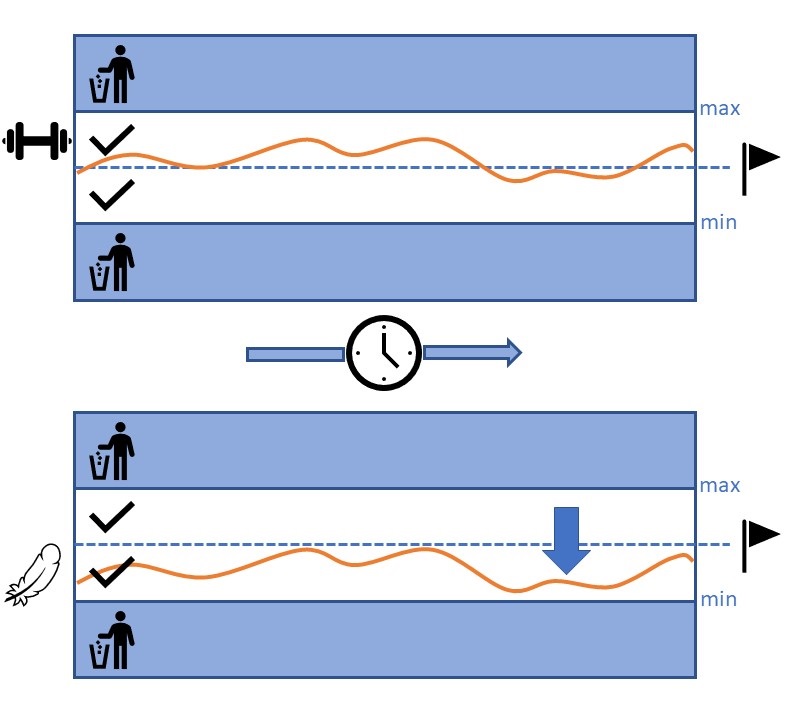
The following figures show different courses of the spiral channel depth and the gap width of the overcurrent gap. While the channel depth in the upper illustration decreases linearly, the spiral depth curve in the lower illustration is degressive (first rapidly decreasing, then slowly decreasing).

The correct selection and combination of various design details in the spiral mandrel distributor determines the product quality to be achieved later. For this reason, it is particularly important to attach great importance to the design of the spiral mandrel distributor. Today’s computer simulation methods allow an insight into the tool behaviour even before the machining of the steel and thus help to avoid unnecessary additional expenditure.
Register here (free of charge) as a premium member and gain access to our download area. There you will find various aids and checklists. In addition, as a premium user you will always be informed about new contributions.
P.S. The illustrations shown above come from: “Automated design of extrusion dies”, dissertation, Kenny Saul (freely available, accessible via google search)




{kind=link}
{kind=link}
{kind=link}
{kind=link}