Extrusion dies should ideally be designed and coated in such a way that production can be carried out without any interruption for cleaning. This aspect is already taken into account in the design of the flow paths, in the selection of steels and coatings as well as in the selection of the material. Nevertheless, the cleaning of extrusion dies in plastics processing companies is a frequent and unfortunately time-consuming and unproductive process.
To clean extrusion dies, if flushing/purging is not possible during operation, production is interrupted, the die is dismantled and then manually cleaned. After cleaning, the tool must therefore be reassembled, heated up and aligned again. In addition, it is often not exactly foreseeable after how many operating hours a tool must be cleaned, so that both the situation can occur that certain quantities of scrap are produced, and the situation that a tool is cleaned although it was not yet necessary. Furthermore, mechanical cleaning usually means an additional risk of wear or even damage to the tool. In summary, this is a highly unfavourable situation for a plastics processing company.
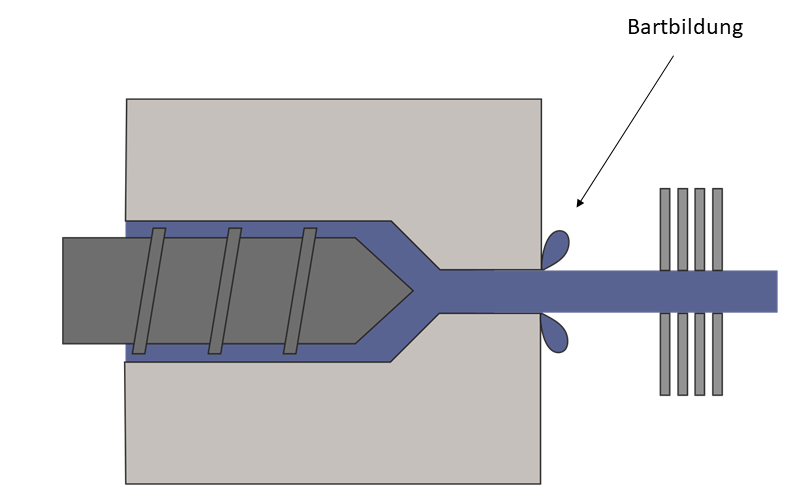
The following problems can occur if tools are not sufficiently cleaned:
- inferior surface quality
- streaking
- roughness
- impressions or impurities on the product surface
- discolorations
- optical quality reduced
- reduced dimensional accuracy
The impurities occurring in the tool usually consist of:
- condensation germs (oil, polluted air, etc.) adhering to the surfaces of the die
- thermally decomposed plastics
- cracking
- release agent
- dirt in the system
- fat
- rust
- lime
- etc.
There are different possibilities for cleaning extrusion tools. The most common processes (besides the classical manual cleaning with a wire brush) are listed below and classified according to their advantages and disadvantages:
Dry ice blasting:
Dry ice blasting involves blasting the surface with dry ice. The result is a combination of thermal effects, sublimation effects and mechanical effects (impulse).
Advantages: short cleaning times, low abrasive wear, easy handling, good cleaning effect due to the combination of effects, cleaning method leaves no residue
Disadvantages: high operating costs, compressed air requirement, extraction required, dry ice pellets can only be stored for a limited time, insulation container, high sound pressure level
Water jetting:
The abrasive is directed towards the contamination with a high nozzle exit speed. High kinetic energy leads to the removal of impurities.
Advantages: also possible with very stubborn impurities (e.g. rust), easy handling, good cleaning performance (abrasive)
Disadvantages. Surface damage is possible: Surface damage is possible, time-consuming, high sound pressure level, blasting material residues in the tool possible
Laser beam cleaning:
A focused laser beam vaporizes the contaminant, high locally concentrated thermal energy, buildup of thermal stresses in the contaminants, shock wave generation during vaporization.
Advantages: low impact on the base material, no blasting agent or cleaning agent required, low noise, maintenance-free technology with long service life, precise positioning, no dirt and no residues with direct extraction
Disadvantages: high investment costs, complex safety precautions, complex handling, only thin, homogeneous impurities can be easily removed, thermal stress on the tool possible
Chemical cleaning:
Cleaning with liquids, chemical dissolving of impurities, mechanical removal of dissolved dirt residues, cleaning of residues
Advantages: cleaning of hard-to-reach areas possible (e.g. cooling channels), even heavy contamination can be removed (time required!), reliable technology, comparatively inexpensive
Disadvantages: cleaning agent selection individually for the application, time-consuming (exposure times), harmful to the environment (depending on cleaning agent), material damage possible
Thermal cleaning (pyrolysis):
The tool is strongly heated, the impurities evaporate or a chemical transformation or decomposition takes place.
Advantages: simple systems, low effort, often short cleaning times – if the impurities are not very strong, cleaning of areas difficult to access possible, targeted, pure cleaning
Disadvantages: time-consuming, cleaning time highly dependent on degree of contamination – sometimes high, high energy requirement, possibility of influencing the tool at high temperatures, subsequent cleaning often required
Which cleaning method is the most suitable for an application is ultimately determined by the situation and the overall circumstances. First of all it has to be checked how often the cleaning has to take place and which costs are caused by the cleaning. In addition, it must be known which cleaning methods would be suitable at all to carry out the cleaning task reliably. With these data different methods can be compared against each other, whereby of course also the costs of the different procedures play an important role in each case.
If you want to stay informed about new contributions, register here for our free premium area and get access to our supplementary download portal.




{kind=link}
{kind=link}
{kind=link}
{kind=link}