
Blocking of films is the most frequent cause of complaints about films. In some light cases, the problem is only a slight quality defect, but in more extreme cases it leads to large quantities of rejects, as entire rolls have to be disposed of on which blocking has occurred. Some causes of blocking are often known, but the problem is very common.
Blocking
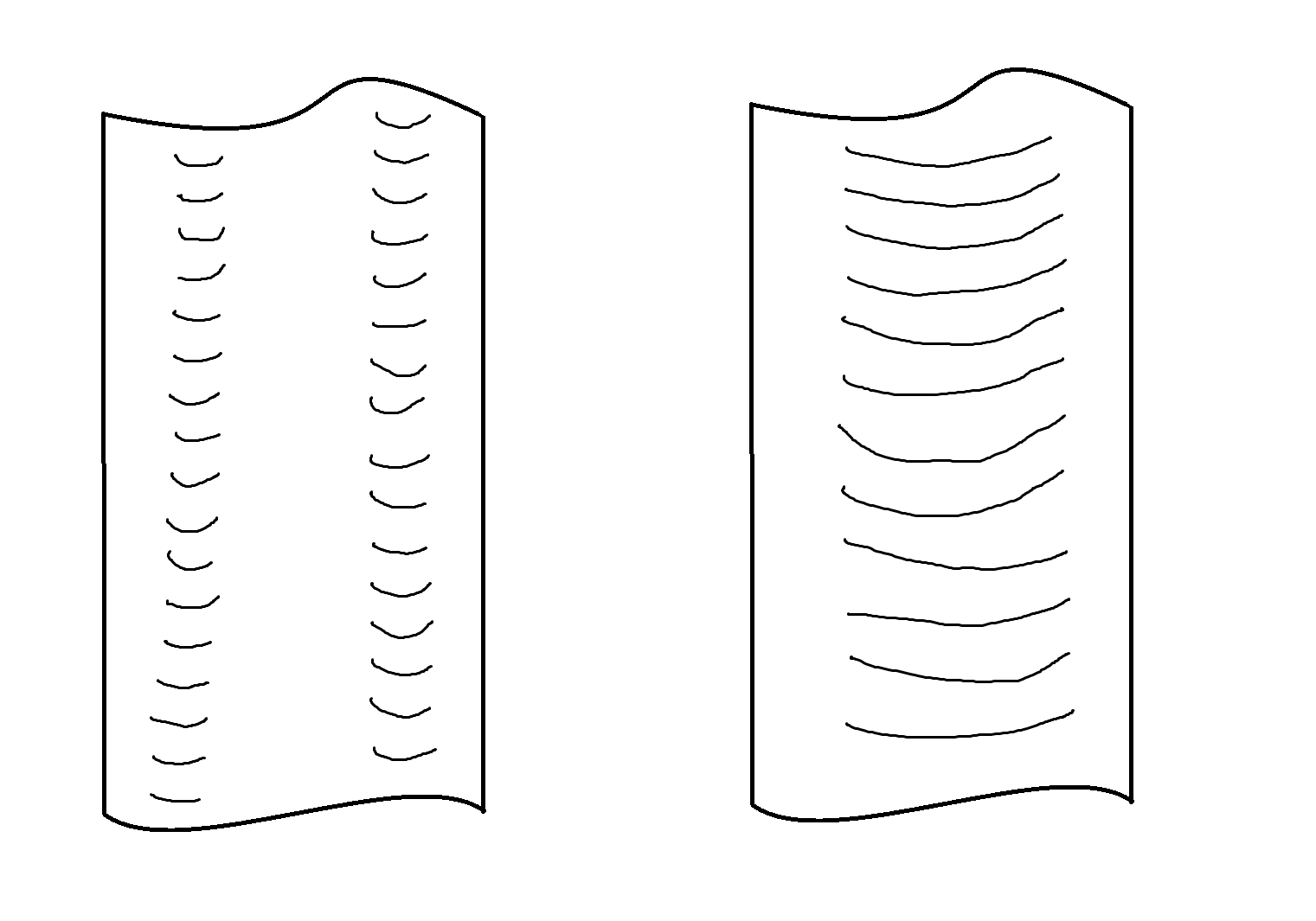
Blocking is the effect that film webs cannot be separated from each other after being wound onto a core (or only with difficulty). The individual layers lying on top of each other form a block or block each other. Unwinding is then no longer possible without optical impairment or mechanical damage to the film. In lighter cases, unwinding is possible, but it impairs the efficiency of subsequent processes because, for example, bags from packaging machines are difficult to open (slowler, low productivity).
Measurability of blocking
There are various test methods for measuring the tendency of a film to block.
In production, a very simple manual test is often carried out in which two layers of a film are placed on top of each other and moved between thumb and index finger or separated from each other.
Blocking can also be evaluated using a standardised scientific method (ASTM D-3354-89). The force required to separate two films is measured. The individual layers of the foil are each applied to an aluminium block, one of the blocks being attached to the base of the apparatus and the other block (weight-compensated) being mounted on a balance arm. On the opposite side of the scale arm, weights can be applied to increase the force until the layers of film separate.
Possible Causes and Avoidance Approaches
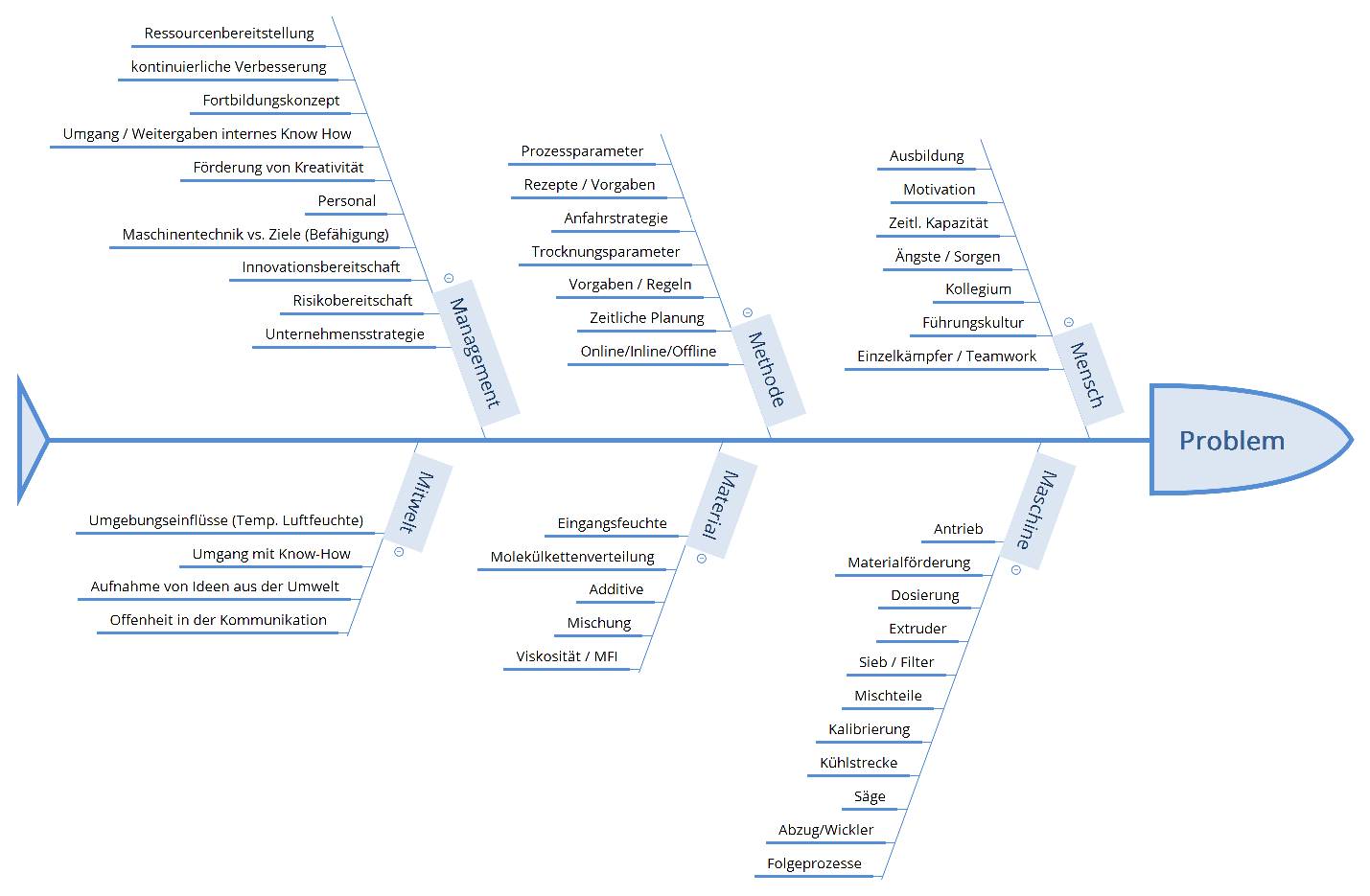
As is usual in plastics processing, the causes for blocking can be in different areas. When looking at the causes, the 6M method has proven to be beneficial, which is also to be applied here. The following 6 areas, each starting with M, are possible causes for problems: material, machine, method, environment (mother nature), man, management
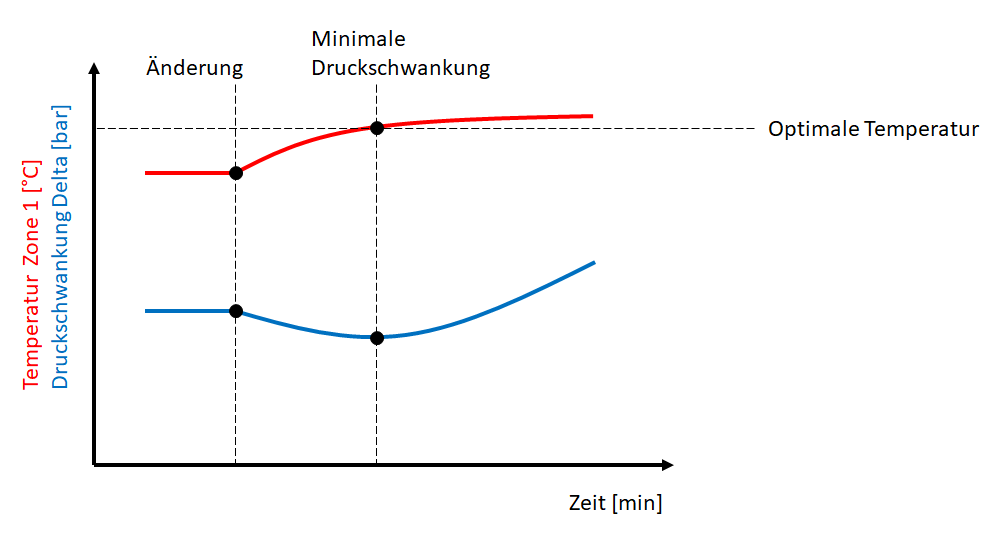
Thermodynamic parameters (temperature, cooling capacity):
- thermodynamic process control of cooling is decisive (coolant temperatures, volume flows)
- reaching a special critical temperature level before winding (depending on the material)
- for thicker films, it is not the surface temperature that is decisive, but the core temperature (since the heat on the roll migrates from the inside to the outside and can then lead to blocking)
- inline drying times are not observed, are uncontrolled or incorrectly parameterised
- automated adaptation of cooling process parameters for different processes, products, hall temperatures or other environmental influences can often increase the productivity of a plant and keep its quality robustly high
- computer simulations provide insight into the process
Mechanical parameters (contact force, tension):
- winding tension too high
- winding tension is not adjusted with increasing winding diameter, but is constant
- contact force of pressure rollers too high
Technical material parameters:
- proportion of antiblocking agents not optimal
- type of antiblocking agent not optimal
- lubricant migration takes place
- binder (printing) not correct
- residual solvent content (printing) too high
- compound not suitable
Machine:
- set setpoints are not exactly maintained
- control behaviour leads to overshooting or undershooting
- defective or incorrectly parameterized or scaled sensor values
- lack of positioning accuracy
Mitwelt:
- too high hall temperatures (especially if no adjustment of the production speed or cooling capacity depending on the ambient temperature)
- excessively high storage temperatures
Jeez:
- predefined process parameters are incorrect
- incorrect process parameterization
- process optimization is not carried out
- quality controls are not carried out
- mindset
Management:
- lack of knowledge about the influence of the machine operator
- lack of time for process optimization
- lack of time for quality monitoring
- training planning and internal know-how
If you are interested in further information about Troubleshooting Extrusion, please register for our free newsletter and stay informed about the publication of new articles. At the same time you get access to our free download area with many helpful checklists, Excel tools, simulation results as well as the Ishikawa diagram shown above.




{kind=link}
{kind=link}
{kind=link}
{kind=link}